腹腔镜手术微创缝合装置
阅读说明:本技术 腹腔镜手术微创缝合装置 (Minimally invasive suturing device for laparoscopic surgery ) 是由 马月龙 于 2021-09-17 设计创作,主要内容包括:一种腹腔镜手术微创缝合装置,属于医疗技术领域,包括缝合组件和第二限位块,所述缝合组件包括缝合块,所述第二限位块内开设有第一滑槽,所述第一滑槽内滑动连接有滑块,所述缝合块靠近第一滑槽的一侧固定连接有卡接块,所述滑块的内部开设有卡接槽,所述卡接块通过卡接槽与滑块卡接,所述卡接槽的内部嵌套有衬套,所述衬套的材质为橡胶复合材料,通过卡接槽和卡接块的设置,能够进一步提升缝合组件与缝合装置之间的稳定性,解决了传统缝合装置更换缝合块时采用插拔方式造成缝合块安装之后容易产生晃动的弊端,同时,第一限位块与第二限位块之间采用转动的方式连接,能够有效的解决缝合块的安装所造成第一限位块和第二限位块摩擦的问题。(A minimally invasive suturing device for laparoscopic surgery belongs to the technical field of medical treatment, and comprises a suturing component and a second limiting block, wherein the suturing component comprises a suturing block, a first sliding groove is formed in the second limiting block, a sliding block is slidably connected in the first sliding groove, a clamping block is fixedly connected to one side, close to the first sliding groove, of the suturing block, a clamping groove is formed in the sliding block, the clamping block is clamped with the sliding block through the clamping groove, a lining is nested in the clamping groove and made of a rubber composite material, the stability between the suturing component and the suturing device can be further improved through the arrangement of the clamping groove and the clamping block, the defect that the suturing block is easy to shake after being installed when a traditional suturing device is replaced by a plugging mode is overcome, and meanwhile, the first limiting block and the second limiting block are connected in a rotating mode, the problem of first stopper and the friction of second stopper that the installation of seam piece caused can effectual solution.)
技术领域
本发明涉及医疗技术领域,具体是一种腹腔镜手术微创缝合装置。
背景技术
腹腔镜手术是微创手术中的一种,腹腔镜是一种带有微型摄像头的医疗器械,腹腔镜手术就是利用腹腔镜及其相关器械进行的手术,在手术的过程中利用腹腔镜对人体内部进行观察,从而完成相关医疗手术的操作,腹腔镜手术所产生的微小创伤,常常需要采用微创缝合装置进行缝合,进而完成腹腔镜手术的全过程。
现有技术中,其中公开号为CN208958200U的专利公开了一种微创缝合装置,包括顺次连接的制动器、细长轴、球关节和缝合头,球关节包括调弯半球和旋转半球,旋转半球的近端面与调弯半球的远端面相互贴合,旋转半球的远端与缝合头的近端连接,在细长轴内沿轴向设置旋转件和调弯件,旋转件的近端与制动器连接,在球关节内设置有供旋转件穿过的通道,旋转件沿球关节的中心轴线方向延伸且远端与缝合头连接,通过制动器控制旋转件使得缝合头和旋转半球沿中心轴线方向同步旋转,调弯件的近端与制动器连接,调弯件的远端与调弯半球连接,通过制动器控制调弯件使得调弯半球带动旋转半球转动以实现缝合头相对于球关节的中心轴线摆动;使得缝合头调弯旋转灵活、实现缝合头的精准定位,但是,在缝合器更换缝合头的时候,所采用插拔式的方式,容易导致缝合器与缝合头之间出现摩擦,从而在多次更换缝合头之后,缝合器与缝合头的插拔处出现一定的缝隙,从而导致安装的缝合头在缝合器内部出现晃动的现象,晃动的缝合头在缝合装置进行缝合的时候,容易造成缝合过程中的缝合事故,从而不利于医疗器械的发展,为此,提出了一种腹腔镜手术微创缝合装置。
发明内容
本发明的目的在于提供一种腹腔镜手术微创缝合装置,通过卡接槽和卡接块的设置,以及在卡接槽的内部嵌套衬套,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种腹腔镜手术微创缝合装置,包括缝合组件和第二限位块,所述缝合组件包括缝合块,所述第二限位块内开设有第一滑槽,所述第一滑槽内滑动连接有滑块,所述缝合块靠近第一滑槽的一侧固定连接有卡接块,所述滑块的内部开设有卡接槽,所述卡接块通过卡接槽与滑块卡接,所述卡接槽的内部嵌套有衬套,所述衬套的材质为橡胶复合材料。
作为本发明进一步的方案:其中橡胶复合材料以橡胶基为主体,添加聚乙烯纤维通过交联、擦胶和硫化制成,且橡胶基为天然胶,在硫化操作过程中,经过固化温度为157℃的处理,得到微粒在橡胶基体中部分熔融。
作为本发明再进一步的方案:所述缝合组件还包括摆动块,所述摆动块在缝合块上转动,所述缝合块上设置有固定柱,所述摆动块的右侧开设有凹槽,所述摆动块通过凹槽套接在固定柱上并与固定柱滑动连接,所述缝合块上开设有第二滑槽,所述缝合块上安装有弧形针,所述弧形针通过第二滑槽与缝合块滑动连接,所述第二限位块的底端转动连接有转动块。
作为本发明再进一步的方案:包括固定杆和控制组件,所述固定杆与控制组件固定连接,所述控制组件的下端转动连接有挤压件,所述挤压件靠近控制组件的端部固定连接有牵引绳,所述牵引绳延伸至控制组件的内部并与控制组件滑动连接,所述牵引绳穿过第二限位块固定套接在转动块上。
作为本发明再进一步的方案:所述转动块通过扭簧与第二限位块转动连接,所述缝合块套接在转动块上,且缝合块与转动块的内侧壁不接触,所述转动块上固定连接有连接杆,所述摆动块通过连接杆与转动块转动连接,所述摆动块远离转动块的一侧固定连接有夹持块,所述夹持块固定套接在弧形针上。
作为本发明再进一步的方案:所述转动块通过扭簧与第二限位块转动连接。
作为本发明再进一步的方案:所述第二限位块上安装有转动杆,所述第二限位块通过转动杆转动连接有第一限位块,所述缝合组件插入在第一限位块和第二限位块中。
与现有技术相比,本发明的有益效果是:
1.本发明中,通过卡接槽和卡接块的设置,能够进一步提升缝合组件与缝合装置之间的稳定性,解决了传统缝合装置更换缝合块时采用插拔方式造成第一限位块与第二限位块之间的摩擦,进而第一限位块与第二限位块之间出现缝隙,产生缝隙之后的第一限位块与第二限位块不利于缝合块的安装,所产生的缝隙导致放置在第一限位块、第二限位块以及缝合块之间的不稳定性,因此,缝合装置在缝合过程中容易出现晃动的现象,增加手术过程中的风险,不利于缝合装置在医疗器械领域中的发展,在安装之后,再次通过卡接的方式能够提升第二限位块与缝合块之间的稳定性,同时,第一限位块与第二限位块之间采用转动的方式连接,能够有效的解决缝合块的安装所造成第一限位块和第二限位块摩擦的问题,且套块的设置能够便于弧形针的安装,便于弧形针进行缝合操作。
2.同时,由于微粒硬度高于橡胶基体材料,微粒的承载作用使得实际接触面积相对较小,起到了滚动摩擦作用,因此,微粒的添加能够有效的提升橡胶材料的摩擦系数,从而能够进一步提升卡接块与卡接槽之间的稳定性,降低缝合块容易出现晃动的弊端,在聚乙烯纤维与天然胶混合之前,对聚乙烯纤维进行交联处理,通过将聚乙烯纤维放置到铬酸溶液中浸泡5min,利用铬酸溶解聚乙烯纤维中的杂质,从而能够有效的防止杂质的聚乙烯纤维和天然胶混合时所造成的干扰,聚乙烯纤维中杂质溶解之后放入到浓度为20%的过氧二苯甲酰中反应30min,利用氧化二苯甲酰微溶与水的特性,促进聚乙烯交联的形成,从而能够进一步提升聚乙烯纤维的物理特性,便于聚乙烯纤维与天然胶的混合,从而提升混合之后的橡胶复合材料的物理性质,解决了传统单一橡胶物理特性不稳定的情况。
3.在聚乙烯纤维与天然混炼过程中,采用擦胶的方式进行,在擦胶的过程中利用压延机辊筒线速比的剪切力和压力,使天然胶挤入聚乙烯纤维的缝隙中,从而促进纤维的均匀分散,擦胶能够将天然胶填充到聚乙烯纤维的空隙中,从而能够有效的提升聚乙烯纤维与天然胶混合的充分性,进而提升所制成橡胶复合材料物理特性程度分布的均匀性。
4.通过交联以及擦胶之后,分别将擦胶之后的橡胶复合材料采用150℃和160℃进行硫化试验,通过摩擦系数测试仪得出经过160℃硫化之后的复合材料摩擦系数低于150℃的复合材料,因此,再次对150℃-160℃之间的温度进行试验,试验发现硫化温度为150℃-157℃之间的摩擦系数不变,158℃-160℃之间随着温度的升高,微粒在天然胶中开始完全熔融,从而导致摩擦系数降低,因此,选择150℃-157℃的温度进行硫化,在试验中发现,温度越高,所需要硫化的时间越少,因此,控制硫化温度为157℃的时候,得到复合橡胶材料优越物理特性的同时,能够有效的提升复合橡胶材料的合成效率,在实际复合橡胶材料制备过程中具有一定的经济意义。
附图说明
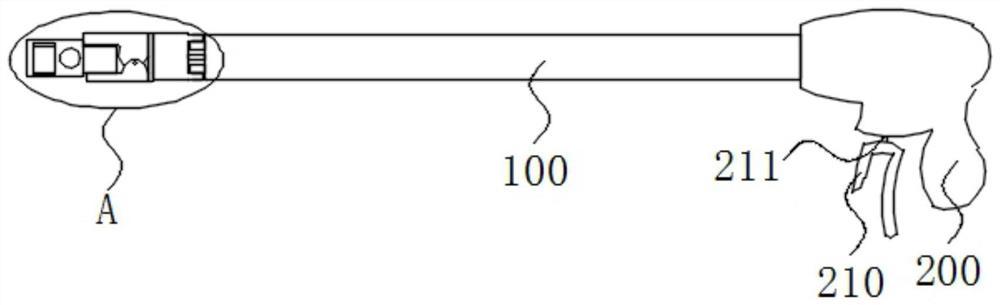
图1为一种腹腔镜手术微创缝合装置的结构示意图。
图2为图1中A处的放大图。
图3为图2中第一限位块和第二限位块转动时的结构示意图。
图4为图3中B处的放大图。
图5为图4中滑块的立体图。
图6为缝合组件的结构示意图。
图7为缝合块的立体图。
图8为聚乙烯纤维硫化过程中的电镜图。
图9为聚乙烯纤维硫化过程中的电镜图。
图中:100、固定杆;200、控制组件;210、挤压件;211、牵引绳;300、调节块;400、第一限位块;401、转动杆;410、第二限位块;411、第一滑槽;412、滑块;4121、卡接槽;413、衬套;420、转动轴;500、缝合组件;510、转动块;520、缝合块;530、第二滑槽;531、弧形针;540、摆动块;541、连接杆;542、夹持块;550、卡接块;600、套块。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
另外,本发明中的元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
请参阅图1-图9,本发明实施例中,一种腹腔镜手术微创缝合装置,包括固定杆100、控制组件200和缝合组件500,固定杆100能够便于缝合组件500伸入腹腔,通过控制组件200控制整个缝合装置的缝合操作,缝合组件500对腹腔镜手术的微创进行缝合,所述固定杆100与控制组件200固定连接,所述控制组件200的下端转动连接有挤压件210,所述挤压件210靠近控制组件200的端部固定连接有牵引绳211,牵引绳211的设置能够带动缝合装置进行缝合操作,所述牵引绳211延伸至控制组件200的内部并与控制组件200滑动连接,所述固定杆100远离控制组件200的一侧转动连接有调节块300,调节块300现对于固定杆100转动180°,通过调节块300的设置能够带动缝合组件500进行转动,从而便于缝合组件500伸入至需要进行手术的腹部,实现缝合组件500对手术之后微创的缝合操作,所述调节块300远离固定杆100的一侧转动连接有转动轴420,所述转动轴420远离调节块300的一侧固定连接有第二限位块410,通过转动轴420的设置能够进一步带动第二限位块410进行360°转动,对缝合组件500进行多角度的调节,从而提升缝合组件500进行缝合的灵活性,所述第二限位块410上安装有转动杆401,所述第二限位块410通过转动杆401转动连接有第一限位块400,通过转动杆401的设置控制第一限位块400的转动,便于缝合组件500的拼装操作,从而便于缝合组件500的更换与消毒操作,解决了传统插拔式缝合装置拆卸不便的弊端,所述第二限位块410的底端转动连接有转动块510,通过牵引绳211带动转动块510的转动,进而实现缝合装置的缝合,所述缝合组件500插入在第一限位块400和第二限位块410中。
所述缝合组件500包括缝合块520和摆动块540,所述摆动块540在缝合块520上转动,所述缝合块520上设置有固定柱,通过固定柱实现摆动块540的限位,所述摆动块540的右侧开设有凹槽,凹槽的设置能够进一步对摆动块540摆动的路径进行限位,所述摆动块540通过凹槽套接在固定柱上并与固定柱滑动连接,所述缝合块520上开设有第二滑槽530,所述缝合块520上安装有弧形针531,第二滑槽530的设置在对弧形针531限位的过程中,能够进一步对摆动块540进行限位,进而利用摆动块540带动弧形针531在第二滑槽530内滑动,进而实现弧形针531的缝合操作,所述弧形针531通过第二滑槽530与缝合块520滑动连接,所述牵引绳211穿过第二限位块410固定套接在转动块510上,所述转动块510通过扭簧与第二限位块410转动连接,所述缝合块520套接在转动块510上,且缝合块520与转动块510的内侧壁不接触,所述转动块510上固定连接有连接杆541,所述摆动块540通过连接杆541与转动块510转动连接,所述摆动块540远离转动块510的一侧固定连接有夹持块542,夹持块542的设置能够进一步提升弧形针531缝合过程中的稳定性,所述夹持块542固定套接在弧形针531上,所述第二限位块410内开设有第一滑槽411,所述第一滑槽411内滑动连接有滑块412,所述缝合块520靠近第一滑槽411的一侧固定连接有卡接块550,所述缝合块520远离第二限位块410的一侧滑动套接有套块600,所述滑块412的内部开设有卡接槽4121,所述卡接块550通过卡接槽4121与滑块412卡接,通过滑块412和卡接块550的设置,能够进一步提升缝合组件500与第二限位块410之间的稳定性,进而降低缝合组件500在缝合过程中出现的晃动现象,所述卡接槽4121的内部嵌套有衬套413,衬套413的设置能够进一步提升缝合组件500在缝合过程中的稳定性,所述衬套413的材质为橡胶复合材料,其中橡胶复合材料以橡胶基为主体,添加聚乙烯纤维所制成,橡胶基为天然胶,由于微粒硬度高于橡胶基体材料,微粒的承载作用使得实际接触面积相对较小,起到了滚动摩擦作用,因此,微粒的添加能够有效的提升橡胶材料的摩擦系数,从而能够进一步提升卡接块550与卡接槽4121之间的稳定性,降低缝合块520容易出现晃动的弊端。
橡胶复合材料的制备方法包括以下具体步骤:
S1:交联,首先,将聚乙烯纤维放置到铬酸溶液中浸泡5min,将聚乙烯纤维表面的污渍去除,得到纯净的聚乙烯纤维,将稀释至20%的过氧化二苯甲酰加入至处理之后的聚乙烯纤维中,待聚乙烯纤维与20%的过氧化二苯甲酰反应30min,利用氧化二苯甲酰微溶与水的特性,促进聚乙烯交联的形成,从而提升聚乙烯的物理特性;
S2:擦胶,利用压延机辊筒线速比的剪切力和压力,使天然胶挤入聚乙烯纤维的缝隙中,促进纤维的均匀分散,擦胶能把天然胶填充于聚乙烯纤维的空隙中,可使聚乙烯纤维与天然胶有更高的结构强度和耐屈挠性,且能够进一步提升天然胶与聚乙烯纤维混合的均匀性;
S3:硫化,通过硫化能够将橡胶复合材料中的线性大分子链通过化学交联作用而形成三维空间网状结构,将擦胶之后的聚乙烯纤维和天然胶的混合物经过固化温度为157℃进行处理,得到微粒在橡胶基体中部分熔融,从而在增强橡胶基与微粒之间的界面粘合度的同时,能够进一步提升橡胶复合材料的抗蠕变性能,完成所需橡胶复合材料的制备。
需要说明的是,通过孙亚平。超高分子量聚乙烯短纤维填充天然橡胶复合材料的界面特性研究[D].北京:北京化工大学,2012.可知当硫化温度达到150℃以上时,超高分子量聚乙烯微粒在橡胶基体中部分熔融,从而增强了橡胶基体和塑料微粒之间的界面粘合强度,通过交联以及擦胶之后,分别将擦胶之后的橡胶复合材料采用150℃和160℃进行硫化试验,通过摩擦系数测试仪得出经过160℃硫化之后的复合材料摩擦系数低于150℃的复合材料,因此,再次对150℃-160℃之间的温度进行试验,试验结果如下:
表1不同温度下复合材料的摩擦系数
试验发现硫化温度为150C°-157℃之间的摩擦系数不变,158℃-160℃之间随着温度的升高,微粒在天然胶中开始完全熔融,从而导致摩擦系数降低,因此,选择150℃-157℃的温度进行硫化,在试验中发现,温度越高,所需要硫化的时间越少,因此,控制硫化温度为157℃的时候,能够得到复合橡胶材料优越物理特性的同时,能够有效的提升复合橡胶材料的合成效率,在实际复合橡胶材料制备过程中具有一定的经济意义,同时,利用电镜观察不同温度下的聚乙烯纤维电镜图,其中温度为150℃-157℃时,聚乙烯纤维如图8所示,温度为158℃-160℃时,聚乙烯纤维如图8所示,通过图8和图9结合表1可知,在158℃-160℃时,高温破坏了聚乙烯纤维的连续性,从而导致聚乙烯纤维对复合材料的耐磨属性降低。
本发明的工作原理是:
利用缝合装置进行微创缝合的时候,首先,通过控制组件200控制第一限位块400转动,从而将缝合块520安装到第二限位块410上的转动块510上,通过将摆动块540套接在与转动块510固定连接的连接杆541上,然后,通过控制组件200控制滑块412滑动,滑动之后的滑块412卡接在缝合块520上的卡接块550上,通过卡接块550与滑块412内部卡接槽4121的卡接,对缝合块520进一步进行稳定,从而实现缝合块520的安装操作,便于可更换缝合组件500的更换,完成卡接操作之后,卡接块550与衬套413接触,由于衬套413为聚乙烯纤维和天然胶组成的橡胶复合材料制成,且橡胶复合材料经过交联、擦胶和硫化操作制成,在交联的过程中,通过铬酸溶解聚乙烯纤维中的杂质,从而能够有效的防止杂质的聚乙烯纤维和天然胶混合时所造成的干扰,聚乙烯纤维中杂质溶解之后放入到浓度为20%的过氧二苯甲酰中反应30min,利用氧化二苯甲酰微溶与水的特性,促进聚乙烯交联的形成,从而能够进一步提升聚乙烯纤维的物理特性,便于聚乙烯纤维与天然胶的混合,从而提升混合之后的橡胶复合材料的物理性质,解决了传统单一橡胶物理特性不稳定的情况,在擦胶的过程中利用压延机辊筒线速比的剪切力和压力,使天然胶挤入聚乙烯纤维的缝隙中,从而促进纤维的均匀分散,擦胶能够将天然胶填充到聚乙烯纤维的空隙中,从而能够有效的提升聚乙烯纤维与天然胶混合的充分性,进而提升所制成橡胶复合材料物理特性程度分布的均匀性,控制硫化温度为157°的时候,得到复合橡胶材料优越物理特性的同时,能够有效的提升复合橡胶材料的合成效率,在实际复合橡胶材料制备过程中具有一定的经济意义。
卡接之后,通过控制组件200控制第一限位块400向上转动,转动之后的第一限位块400对缝合组件500进行限位,再将套块600套在缝合块520的左侧,对弧形针531进行限位,在进行微创手术缝合的时候,通过控制组件200控制调节块300转动,调节块300模仿手臂转动,从而能够便于缝合装置伸入腹部,且通过控制组件200能够进一步控制转动轴420转动,由于第二限位块410与转动轴420固定连接,因此,转动轴420的转动能够进一步带动第二限位块410的转动,进而能够进一步带动卡接在第一限位块400和第二限位块410之间的缝合组件500转动,从而实现缝合组件500的调节,便于缝合组件500灵活的转动,从而利用能够各个角度转动的缝合组件500进行缝合操作,将缝合组件500插入腹部之后,医生利用手部对挤压件210进行捏东,由于挤压件210与控制组件200转动连接,且牵引绳211固定套接在转动块510上,因此,捏动挤压件210能够拉动牵引绳211,进而带动转动块510转动,当手部不对挤压件210进行挤压的时候,转动块510在扭簧的作用下恢复原位,需要说明的是,在初始状态下,弧形针531收缩在第二滑槽530的内部,由于摆动块540通过连接杆541与转动块510转动连接,且通过固定柱对摆动块540进行限位,因此,转动块510的转动能够进一步带动摆动块540沿着第二滑槽530做往复运动,从而对摆动块540通过夹持块542夹持的弧形针531进行推动,弧形针531在摆动块540的推动下沿着第二滑槽530滑动,从而实现缝合装置的缝合操作。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 上一篇:一种医用注射器针头装配设备
- 下一篇:一种内镜下全可视化纤维环缝合器