基于pbt/pet复合丝的t800弹力织物的染整加工工艺
阅读说明:本技术 基于pbt/pet复合丝的t800弹力织物的染整加工工艺 (Dyeing and finishing processing technology of T800 elastic fabric based on PBT/PET composite yarn ) 是由 钱琴芳 吕思晨 陈威 吴晓飞 于 2021-06-18 设计创作,主要内容包括:本发明公开了一种基于PBT/PET复合丝的T800弹力织物的染整加工工艺,包括依次进行的前处理工艺、染色工艺和定型工艺;前处理工艺包括冷轧堆工艺和BO平幅退浆工艺;染色工艺利用高温高压气流溢流两用染色机对T800弹力织物进行染色加工,该染色工艺采用的染色剂包括染料和染色助剂,该染色助剂包括高温匀染剂和低聚物去除剂;定型工艺通过定型机并利用定型整理液对染色后的织物进行定型处理;定型整理液包括防水剂和交联剂。该染整加工工艺根据T800弹力织物的自身特性,通过制定合适的前处理工艺、染色工艺以及定型工艺,在提高染色质量的同时,还赋予面料较好的防水功能,并提高了面料防水功能的耐久性。(The invention discloses a dyeing and finishing processing technology of a T800 elastic fabric based on PBT/PET composite yarns, which comprises a pretreatment technology, a dyeing technology and a sizing technology which are sequentially carried out; the pretreatment process comprises a cold pad-batch process and a BO open-width desizing process; the dyeing process utilizes a high-temperature high-pressure airflow overflow dual-purpose dyeing machine to dye the T800 elastic fabric, the dyeing agent adopted by the dyeing process comprises a dye and a dyeing auxiliary agent, and the dyeing auxiliary agent comprises a high-temperature leveling agent and an oligomer remover; the shaping process is to carry out shaping treatment on the dyed fabric through a shaping machine and by utilizing a shaping finishing liquid; the shaping finishing liquid comprises a waterproof agent and a cross-linking agent. According to the dyeing and finishing processing technology, proper pretreatment technology, dyeing technology and sizing technology are formulated according to the self characteristics of the T800 elastic fabric, so that the dyeing quality is improved, the fabric is endowed with a good waterproof function, and the durability of the waterproof function of the fabric is improved.)
技术领域
本发明属于纺织品印染技术领域,特别涉及一种基于PBT/PET复合丝的 T800弹力织物的染整加工工艺。
背景技术
聚对苯二甲酸丁二醇酯,简称PBT,是一种结晶性的线性饱和聚酯,最早 由德国Interessen Gemeinschaft Farbenindustrie AG公司的化学家P Schlack于 1942年发明。但限于当时世界二战氛围、原材料、设备、技术、市场等原因, 未能大批量推广应用。
PBT在纺织领域的应用最早开始于20世纪70年代末的日本帝人以及仓敷 人造丝和80年代初的美国Celanese公司。但针对PBT纤维的开发和应用,日 本和美国的生产商各有不同,日本的PBT纤维以细支纱为主,主要用在浴衣和 女生贴身内衣裤以及连裤袜、运动服等方面;美国公司的PBT纤维多为中粗旦 的长丝,主要应用于生产弹力牛仔裤和运动衣等劳工布。PBT纤维由于原料、 技术、成本、市场等诸多因素制约,起初一直未能实现规模化生产。直到20世 纪90年代后期,随着国内PBT树脂行业发展,主要原材料BDO生产技术的突破,国内才逐步形成成熟的PBT纤维生产工艺技术。
Jakeway等人研究认为,PBT大分子存在α、β两种构型,在外力作用下会 产生可逆形变。松弛时为α结构,此时分子链中的4个-CH2-呈现GGTGG(旁 旁反旁旁)构象,分子链具有螺旋结构;受外力拉伸时,-(CH2)4-基团分子构 象改变为TSTST(反顺反顺反),呈β直线构象。PBT大分子在应变过程中产生 α、β构型的可逆转变,因此具有弹性。
T800弹力纤维由PBT和PET两种聚酯纤维通过并列复合加工制得。由于 横截面上同时存在着性能和微观结构不同的两种成分,经湿热处理后,两种成 分会产生不同程度的收缩,使得纤维在产生强烈纵向应力的同时,还会产生偏 离纵轴的扭转,从而使纤维立体螺旋卷曲,这种三维卷曲结构赋予了纤维极佳 的弹性。由于卷曲是由自身分子结构特性决定的,因此其弹性和回复性较普通 弹性纤维更耐久。
在PBT和PET聚合纺丝过程中,会不可避免的产生低聚物,这些低聚物中 有单体、二聚物、三聚物、四聚物等,其中环状低聚物占总含量的75%左右。 由于环状低聚物含量高,易聚集、结晶,化学和温度稳定性高,水溶性差,与 聚酯纤维相溶性好,不易洗去,因此虽然低聚物不干扰纺丝工序,但会给纺纱 和染色带来许多麻烦。
此外,在染色工艺中,T800弹力织物中的PBT和PET双组分由于玻璃化 温度的差异以及上染速率的不同,较难实现较好的同色效果。
T800弹力织物一般用于制作风衣、瑜伽服、运动服、泳衣等,一般需要其 具有一定的防水性能;传统的后整理工艺对T800弹力织物进行防水处理后,其 在使用和洗涤后防水性能往往会下降甚至完全失去。
因此,需要研发一种针对于该T800弹力面料的染整加工工艺,以在提高染 色质量的同时,赋予面料较好的防水功能,并提高该防水功能的耐久性。
发明内容
为解决上述技术问题,本发明的目的在于提供一种基于PBT/PET复合丝的 T800弹力织物的染整加工工艺。该染整加工工艺根据T800弹力织物的自身特 性,通过制定合适的前处理工艺、染色工艺以及定型工艺,在提高染色质量的 同时,还赋予面料较好的防水功能,并提高了面料防水功能的耐久性。
为实现上述技术目的,达到上述技术效果,本发明通过以下技术方案实现:
一种基于PBT/PET复合丝的T800弹力织物的染整加工工艺,该染整加工 工艺包括依次进行的前处理工艺、染色工艺和定型工艺;前处理工艺包括冷轧 堆工艺和BO平幅退浆工艺;
冷轧堆工艺采用轧辊对织物坯布进行浸轧处理,然后将经过浸轧处理的织 物坯布打卷,其外部套一层塑料薄膜并扎紧密封,进行转动冷堆处理;
BO平幅退浆工艺是将经过冷堆处理后的T800弹力织物以平幅方式送入BO 型退浆机,并利用平幅退浆液对T800弹力织物进行平幅退浆处理;
所述染色工艺利用高温高压气流溢流两用染色机对T800弹力织物进行染色 加工,该染色工艺采用的染色剂包括染料和染色助剂,该染色助剂包括高温匀 染剂和低聚物去除剂;
所述定型工艺通过定型机并利用定型整理液对染色后的织物进行定型处理; 所述定型整理液中,每升定型整理液包括40-60g防水剂NT-X 668和15g交联剂 XAN。
进一步的,所述冷轧堆工艺采用的工艺处方和工艺条件如下:
进一步的,所述BO平幅退浆工艺采用的工艺处方和工艺条件如下:
进一步的,所述染色工艺中,染料为分散染料。
更进一步的,所述分散染料包括分散翠兰S-GL、大艾尼克斯黄S-4G、分 散荧光黄。
更进一步的,所述染色工艺采用的工艺处方如下:
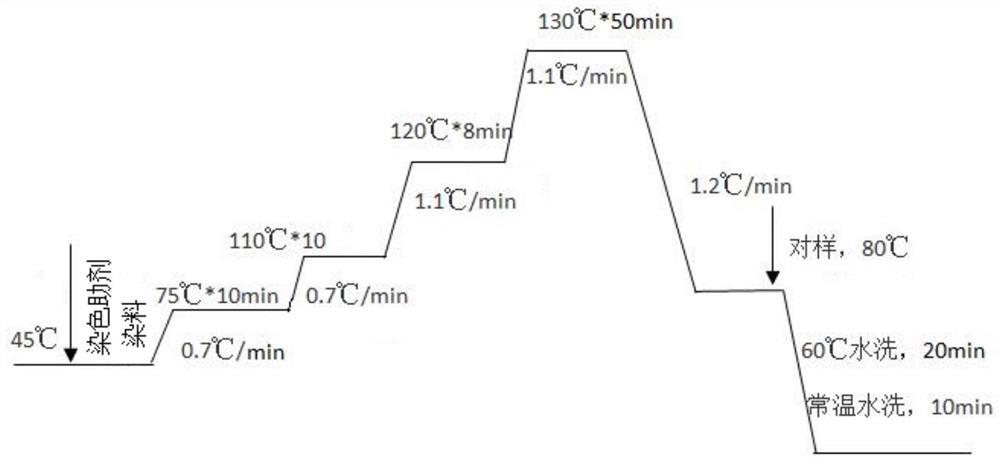
更进一步的,所述染色工艺的过程为:当染色机的染缸温度达到45℃时依 次注入染色助剂和染料,然后染缸温度以0.7℃/min的升温速度升温至75℃,保 温10min,再以0.7℃/min的升温速度升温至110℃,保温10min,然后以1.1℃ /min的升温速度升温至120℃,保温8min,再以1.1℃/min的升温速度升温至 130℃,保温50min,接下来以1.2℃/min的降温速度降温至80℃,然后进入水 洗阶段。
进一步的,所述定型工艺的工艺处方和工艺条件如下:
本发明与现有技术相比具有下列优点和效果:
(1)本发明中的冷轧堆工艺在较低温条件下,通过设置合理的碱浓度,并 协同环保低碱冷堆王HLD以及氧化退浆剂A-301,可以对T800织物中的纺丝 油剂、浆纱过程使用的化学浆料以及其他污渍杂质等进行有效分解去除;整个 冷轧堆工艺无需特殊的温度、压力以及设备等,且能耗少,生产过程清洁、简 便,节能减排效果明显;本发明中的BO平幅退浆工艺可以有效洗去冷堆工艺处 理后的织物上的液碱、浆料、助剂等,并在退浆剂等的二次作用下,将织物表 面彻底处理干净;而且在该平幅退浆工艺的湿热作用下,织物内部应力消除, 门幅会有一定程度的收缩,织物的米克重以及手感、风格等也会发生部分变化, 以满足品质要求;
(2)本发明的染色工艺所采用的染色助剂包括高温匀染剂和低聚物去除剂; 其中的低聚物去除剂TF-205可以较好去除积聚或沉积在织物或染色设备上的低 聚物,避免低聚物对染色带来的影响;
此外,在本发明染色工艺的前段染色过程中,染缸升温速度控制在0.7℃/min, 可避免PBT组分在前期染色温度较低情况下上染速率过快;在后段染色过程中, 染缸升温速度控制在1.1℃/min,从而进行相对快速的升温,以使PET组分可以 在后期染色温度较高情况下快速吸收染料;且在后期染色温度较高的情况下, 染料扩散效果明显,实现染料的均匀上染;本发明设计的染色温度工艺曲线不 仅可以保证染色均匀性,使织物中的PBT组分以及PET组分获得较好的同色效 果,而且可以防止形成绉印;
(3)本发明的定型工艺采用的定型整理液含有防水剂NT-X 668和交联剂 XAN,该防水剂NT-X 668和交联剂XAN协同,可使处理后的织物具有更耐久 的防水效果。
附图说明
图1为本发明的染色工艺中的染色温度工艺曲线。
具体实施方式
下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和 特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚 明确的界定。
实施例
织物坯布:T800弹力织物,白坯门幅195cm,白坯平方米克重:78g/m2, 经纬:75D/48F*75D/48F,经纬密:132根/10cm*99根/10cm。
将该T800弹力织物依次经过前处理工艺、染色工艺和定型工艺处理。
该实施例的染整加工工艺所采用的染料、助剂来源如下:
染料:分散翠兰S-GL、分散荧光黄(浙江龙盛集团股份有限公司),大艾 尼克斯黄S-4G(德司达(上海)贸易有限公司)。
助剂:32-离子膜碱(江苏苏化集团有限公司),环保低碱冷堆王HLD、氧 化退浆剂A-301(苏州联胜化学有限公司),乳化精炼剂TF-188A、分散螯合剂 TF-510C、涤纶超细纤维高温匀染剂TF-212K、低聚物去除剂TF-205(浙江传化 股份有限公司),去油灵SB-101(吴江市曙光化工有限公司),高温匀染剂MDL01 (拓纳贸易(上海)有限公司),防水剂NT-X 668(上海纳诺特科技有限公司)、 交联剂XAN(亨斯迈化工贸易(上海)有限公司)。
(1)前处理工艺
前处理工艺包括冷轧堆工艺和BO平幅退浆工艺;
冷轧堆工艺采用轧辊对织物坯布进行浸轧处理,然后将经过浸轧处理的织 物坯布打卷,其外部套一层塑料薄膜并扎紧密封,进行转动冷堆处理;
冷轧堆工艺采用的工艺处方和工艺条件如下:
其中的g/L表示1L冷堆液中含有的物质质量的克数。1L冷堆液是利用上述 处方量的32-离子膜碱、环保低碱冷堆王HLD、氧化退浆剂A-301,再加水定容 至1L制成。
在轧车压力为2.5MPa,车速45m/min下,对T800织物浸轧冷堆液,其带 液率大概可在80%左右,然后将轧液后的织物在A字架上打卷,外部套一层塑 料薄膜扎紧密封堆置,利用电机传动使其在常温下匀速转动,进而保证内部充 分反应。在较低温条件下,通过设置合理的碱浓度,并协同环保低碱冷堆王HLD 以及氧化退浆剂A-301,可以对T800织物中的纺丝油剂、浆纱过程使用的化学 浆料以及其他污渍杂质等进行有效分解去除;整个冷轧堆工艺无需特殊的温度、 压力以及设备等,且能耗少,生产过程清洁、简便,节能减排效果明显。
BO平幅退浆工艺是将经过冷堆处理后的T800弹力织物以平幅方式送入BO 型退浆机,并利用平幅退浆液对T800弹力织物进行平幅退浆处理;
BO平幅退浆工艺采用的工艺处方和工艺条件如下:
其中的g/L表示1L平幅退浆液中含有的物质质量的克数。1L平幅退浆液是 利用上述处方量的32-离子膜碱、氧化退浆剂A-301、乳化精炼剂TF-188A、去 油灵SB-101、分散螯合剂TF-510C,再加水定容至1L制成。
冷轧堆处理后的T800织物以平幅方式进入BO型退浆机,织物在该机器内 部不受张力作用,因而可使织物在纺丝、织造等过程的内部应力等得到有效消 除。氧化退浆剂A-301在98℃热碱条件下具有较好的耐碱稳定性,可以氧化降 解织物织造常用的聚丙烯酸酯类浆料大分子中的酯键,使其形成水溶性较好的 小分子链段,使得黏度迅速降低,进而在重力以及槽内溶液动态条件下从织物 上脱落。为了使浆料退尽且使水解后的浆料不继续沾污在织物上,还可以采用 乳化精炼剂TF-188A使浆料在水中溶胀而被乳化成分散状态,以便于去除。分 散螯合剂TF-510C可对金属离子具有很好的螯合作用,不仅可以防止脱落浆料 反沾污,而且可以软化前处理水质。其中的去油灵SB-101产生的协同作用可增 强对织物的退浆效果。
BO平幅退浆工艺可以有效洗去冷堆工艺处理后的织物上的液碱、浆料、助 剂等,并在退浆剂等的二次作用下,将织物表面彻底处理干净;而且在该平幅 退浆工艺的湿热作用下,织物内部应力消除,门幅会有一定程度的收缩,织物 的米克重以及手感、风格等也会发生部分变化,以满足品质要求。
(2)染色工艺
染色工艺利用高温高压气流溢流两用染色机对T800弹力织物进行染色加工, 该染色工艺采用的染色剂包括分散染料和染色助剂,该染色助剂包括高温匀染 剂和低聚物去除剂;分散染料包括分散翠兰S-GL、大艾尼克斯黄S-4G、分散 荧光黄。
所述染色工艺采用的工艺处方如下:
染色机的工艺参数设置如下:
主泵 75%,
风机 80%,
提布轮 340rpm。
该染色工艺利用高温高压气流溢流两用染色机进行染色,染色助剂和分散 染料均在染缸内温度达到45℃时加入。染色助剂采用直抽方法注入;分散染料 需采用比例注料方式注入,并控制注入流速以保证均匀注入,防止注料过快的 情况下,PBT纤维易上染所带来的织物整体染色不匀等问题。
相对于传统经轴染色、溢流染色技术等,该染色工艺采用的气流染色利用 高速气流将染液气化成雾状液滴,雾化的染料分子具有高动能和渗透力,通过 高速“泳移”,提高了产品的匀染性,缩短染色时间,不易产生色花和染色折痕。 此外,该染色过程中的浴比只有1:6,用水量较传统染色大为减少,因此也大大 减少了染料、化学助剂及能源的消耗量,符合“环保、节能、减排、高效”的 要求。
PBT纤维的玻璃化温度(Tg)为25℃左右,较PET的75℃低50℃左右。 因此,随着温度的升高,PBT的大分子链段首先开始运动,进而产生空隙等, 有利于分散染料进入,进而实现染料上染。因此,在前段染色过程中,控制升 温速度为0.7℃/min,并控制保温时间,防止PBT上染较快。随着染缸内持续升 温和加压,织物分子链段运动开始加剧,微观结构的变化可以形成较多的“空 穴”,有利于染料的扩散,且温度越高扩散效果越明显。在后段染色过程中,升 温速度上升至1.1℃/min,以保证PET组分快速吸附染料,进而使PBT的上染 率与PET组分的上染率保持最大程度的一致性,提高染色均匀性,实现双组分 的同色效果,并防止形成绉印。
染色后的织物可在80℃左右进行对样,如无问题,接下来可进行染色后的水 洗操作。第一次水洗在60℃左右进行,水洗20min左右,即可以洗去大部分浮 色、泡沫等。然后,织物再进行一次10min左右的常温水洗,达到缸内水清澈、 无明显泡沫的标准即可。如第二次洗涤未达到要求,可视具体情况继续清洗。
在该染色工艺中,染色助剂中的低聚物去除剂TF-205可以较好去除积聚或 沉积在织物或染色设备上的低聚物,避免低聚物对染色带来的影响。
(3)定型工艺
该定型工艺通过定型机并利用定型整理液对染色后的织物进行定型处理; 所述定型整理液中,每升定型整理液包括40-60g防水剂NT-X 668和15g交联剂 XAN。
该定型工艺的工艺条件如下:
经过该定型工艺的防水定型处理,可使T800织物的防水效果更耐久。
效果例
各性能测试方法如下:
色差,按照GB/T 3979-1997《物体色的测量方法》,将客户来样设为标准样, 利用计算机测色配色仪测试L*、a*、b*值,车间生产加工样设为对比样,分别 在不同位置测量3次,取平均值。测色条件为D65光源,10度视角。
耐摩擦色牢度,按照GB/T 3920—2008《纺织品色牢度试验耐摩擦色牢度》 测定。
耐皂洗色牢度,按照GB/T 3921-2008《纺织品色牢度试验耐皂洗色牢度》 测定。
防水效果,按照GB/T 4745-2012《纺织品防水性能的检测和评价沾水法》 测定。
水洗耐洗性测试,参照GB/T 8629-2017《纺织品试验用家庭洗涤和干燥程 序》进行水洗耐久性能测试。
将加工后的T800弹力织物与标准样进行对比测试,其染色加工效果如下表 1所示:
表1 T800弹力织物生产样与标准样色差
由上述表1可看出,在D65光源,10度视角下,T800弹力织物的生产样和 客户来样的总色差ΔE为0.18,可判定颜色具有较高色彩重现性。
对生产加工的T800染色织物进行色牢度测试,其结果如下表2所示:
表2 T800弹力织物色牢度
由表2可看出,该T800弹力织物的干摩擦、湿摩擦色牢度均达到了4-5级; 皂洗色牢度方面,其变色牢度为4-5级,棉沾色牢度也为4-5级。
综上可看出,加工后的T800弹力具有较好的耐皂洗和耐磨擦色牢度效果。
对经过上述染整加工工艺处理后的T800弹力织物进行防水性能测试;防水 效果按照GBT 4745-2012《纺织品防水性能的检测和评价沾水法》进行评定; 耐洗性,参照GB/T8629-2017《纺织品试验用家庭洗涤和干燥程序》进行水洗 耐久性能测试。
结果表明,经过防水处理后的织物,其防水等级为4级,具有较好的抗沾 湿性能,满足客户及纺织品出厂基本要求。经过20次洗涤后,T800弹力织物防 水效果依然为4级,30次洗涤后,其防水效果为3-4级,具有较好的耐久性。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利 用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运 用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
- 上一篇:一种医用注射器针头装配设备
- 下一篇:一种离子交换树脂-分散染料的一浴染色方法