一种大尺寸铸件新型工艺孔设计+自动分中定位机构
阅读说明:本技术 一种大尺寸铸件新型工艺孔设计+自动分中定位机构 (Novel fabrication hole design and automatic centering positioning mechanism for large-size castings ) 是由 靳广州 张正富 于 2021-08-25 设计创作,主要内容包括:本发明公开了一种大尺寸铸件新型工艺孔设计+自动分中定位机构,属于机械夹具技术领域。包括产品工艺孔设计、锥型销以及安装在锥型销下侧的底座。锥型销与底座之间设有弹簧,底座连接在夹具体底板上。在远离锥型销的底板本体上设有固定板,固定板靠近顶部位置设有开槽,开槽处设有楔形板水平安装,楔形板尾端设有螺纹孔。固定板侧面设有气缸安装板安装气缸,气缸输出端设有前伸杆从安装板中部圆孔处伸出,与楔形板尾端螺纹啮合。工件中部工艺孔位置放置于锥型销上方,工件尾部放置于楔形板两侧,夹具体底板上设有固定支撑,用于工件竖直支撑。本发明通过工艺孔设计配合弹簧锥型销与楔形板实现零件的自动分中定位,当零件尺寸有波动时即可准确分中定位,结构新颖、操作简便、通用性强、定位效率高。(The invention discloses a novel fabrication hole design and automatic centering positioning mechanism for a large-size casting, and belongs to the technical field of mechanical clamps. The method comprises a product fabrication hole design, a tapered pin and a base arranged on the lower side of the tapered pin. A spring is arranged between the conical pin and the base, and the base is connected to the bottom plate of the clamp body. The bottom plate body far away from the taper pin is provided with a fixing plate, the fixing plate is provided with a groove close to the top, the groove is horizontally provided with a wedge plate, and the tail end of the wedge plate is provided with a threaded hole. The side of the fixed plate is provided with a cylinder mounting plate mounting cylinder, and the output end of the cylinder is provided with a front extension rod which extends out from a round hole in the middle of the mounting plate and is in threaded engagement with the tail end of the wedge-shaped plate. The middle process hole of the workpiece is placed above the conical pin, the tail of the workpiece is placed on two sides of the wedge-shaped plate, and the bottom plate of the fixture body is provided with a fixed support for vertically supporting the workpiece. According to the automatic centering positioning device, automatic centering positioning of parts is realized through the design of the process holes and the cooperation of the spring conical pins and the wedge-shaped plate, centering positioning can be accurately performed when the sizes of the parts fluctuate, and the automatic centering positioning device is novel in structure, simple and convenient to operate, high in universality and high in positioning efficiency.)
技术领域
本发明涉及一种工艺孔设计+定位机构,特别是涉及一种新型工艺孔设计+自动分中定位机构,属于机械夹具技术领域。
背景技术
在机械加工中,很多加工表面是以其中心线或对称面作为工序基准的,如加工与两侧面对称的通槽或开裆等工件,如产品首序夹具定位有柱定位、固定边、固定面定位等,这些定位要求零件外形尺寸稳定,但当零件尺寸有波动时将孔偏,加工伤毛坯本体,无法实现与中心对称。目前有部分螺杆、偏心凸轮机构自动分中机构,操作费时,装夹效率低。自动化程度较高的分中机构,制作复杂,制造成本高,普遍应用效果差。
发明内容
本发明的主要目的是为了解决现有技术的不足,而提供一种新型自动分中定位机构。
本发明的目的可以通过采用如下技术方案达到:
一种新型工艺孔设计+自动分中定位机构,锥型销以及安装在锥型销下侧的底座,锥型销与底座之间设有弹簧,底座连接在夹具体底板上,在远离锥型销的底板本体上设有固定板,固定板靠近顶部位置设有开槽,开槽处设有楔形板水平安装,楔形板尾端设有螺纹孔,固定板侧面设有气缸安装板安装气缸,气缸输出端设有前伸杆从安装板中部圆孔处伸出,与楔形板尾端螺纹啮合。工件中部工艺孔位置放置于锥型销上方,工件尾部放置于楔形板两侧。夹具体底板上设有固定支撑,用于工件竖直支撑。
优选的,所述锥型销锥面为上小下大型,长度较短,外圆周均匀去除三处月牙形材料。
优选的,所述锥型销锥度部分最小直径小于所述工艺孔直径,最大直径大于所述工艺孔直径。
优选的,所述锥型销的下端为光滑圆柱,所述底座上端设有光滑盲孔与所述锥型销下端圆柱成滑动配合。
优选的,所述锥型销下端光滑圆柱与所述底座上端盲孔之间设有压力弹簧,其所述工件安装状态下,压力弹簧受力压缩但未达压缩极限,且压缩力小于所述工件重力。
优选的,所述锥型销在压力弹簧作用下始终保持所述工艺孔保持接触。
优选的,所述底座下端设有光滑圆柱,所述夹具体底板设有光滑圆孔与所述底座下端圆柱过盈配合。
优选的,所述夹具体底板在远离所述锥型销位置设有所述固定板。
优选的,所述固定板靠近顶部位置设有开槽,所述楔形板水平安装,所述楔形板尾端与所述固定板开槽成滑动配合。
优选的,所述固定板侧面设有所述气缸安装板,安装所述气缸,所述气缸安装板中部设有圆孔,所述气缸输出端设有所述前伸杆,所述前伸杆从所述气缸安装板圆孔处伸出,与所述楔形板尾端螺纹连接。
优选的,所述楔形板前端楔形斜面在所述气缸伸出状态下,与所述工件尾部开档处贴合。
本发明的有益技术效果:按照本发明的新型工艺孔设计+自动分中定位机构,定位效率高,制作成本低,适合中、大件首序的自动分中定位机构,通过弹簧锥销与气缸作用的自动分中定位,当零件尺寸有波动时即可准确分中定位,结构新颖、操作简便、省时省力、受力均匀、定位效率高,在自动分中定位夹具的普及上有着广泛的市场前景。
附图说明
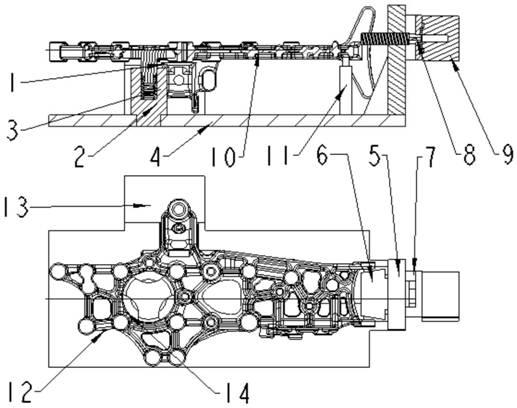
图1为按照本发明的新型工艺孔设计+自动分中定位机构的一优选实施例的整体结构示意图;
图2为按照本发明的新型工艺孔设计+自动分中定位机构的一优选实施例的现有与本方案定位结构对比示意图;
图3为按照本发明的新型工艺孔设计+自动分中定位机构的一优选实施例的力对计算示意图;
图4为按照本发明的新型工艺孔设计+自动分中定位机构的一优选实施例的力的分析示意图。
图中:1-锥型销,2-底座,3-弹簧,4-夹具体底板,5-固定板,6-楔形板,7-气缸安装板,8-前伸杆,9-气缸,10-工件,11-固定支撑,12-固定支撑,13-固定支撑,14-工艺孔。
具体实施方式
为使本领域技术人员更加清楚和明确本发明的技术方案,下面结合实施例及附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
如图1-图4所示,本实施例提供的新型工艺孔设计+自动分中定位机构,包括锥型销1以及安装在锥型销下侧的底座2,锥型销1与底座2之间设有弹簧3,底座2连接在夹具体底板4上,在远离锥型销1的底板本体4上设有固定板5,固定板5靠近顶部位置设有开槽,开槽处设有楔形板6水平安装,楔形板6尾端设有螺纹孔,固定板5侧面设有气缸安装板7安装气缸9,气缸9输出端设有前伸杆8从安装板7中部圆孔处伸出,与楔形板6尾端螺纹啮合。工件10中部工艺孔14放置于锥型销1上方,工件10尾部放置于楔形板6两侧。定位效率高,制作成本低,适合中、大件首序的自动分中定位机构。通过弹簧锥销与气缸作用的自动分中定位,当零件尺寸有波动时即可准确分中定位,结构新颖、操作简便、省时省力、受力均匀、定位效率高,在大件自动分中定位夹具的普及上有着广泛的市场前景。
在本实施例中,如图1所示,包括锥型销1以及安装在锥型销下侧的底座2,所述锥型销1与所述底座2之间设有弹簧3,所述底座2连接在所述夹具体底板4上,所述夹具体底板4在远离所述锥型销1位置设有所述固定板5,所述固定板5靠近顶部位置设有开槽,所述固定板5开槽处设有所述楔形板6水平安装,所述楔形板6尾端设有螺纹孔,所述固定板5侧面设有所述气缸安装板7安装所述气缸9,所述气缸9输出端设有所述前伸杆8从所述气缸安装板7中部圆孔处伸出,与所述楔形板6尾端螺纹啮合。所述工件10中部工艺孔14放置于所述锥型销1上方,所述工件10尾部放置于所述楔形板6两侧。夹具体底板5上设有固定支撑11/12/13,用于工件竖直支撑。
在本实施例中,如图1-图4所示,本实施例提供的一种新型工艺孔设计+自动分中定位机构的工作过程如下:
步骤1:将工件10中部工艺孔14放置在锥型销1上端,零件受重力作用下降坐落在固定支撑11,12,13上,同时弹簧3 受弹力作用下推动锥型销锥面保持与工艺孔14接触;
步骤2:启动气缸9带动前伸杆8运动,推动楔形板6前进至于工件10尾部开档贴合;
综上所述,在本实施例中,按照本实施例的新型工艺孔设计+自动分中定位机构,本实施例提供的新型工艺孔设计+自动分中定位机构,利用弹簧锥型销实现工件大孔分中,利用气缸带动楔形板实现工件尾部开档分中,自动定位速度快。依据受力分析选择合适型号气缸带动楔形板在固定板开槽中滑动实现工件尾部开档分中,定位间隙小,分中精度高。动力源为较为常用的气缸,机械结构稳定可靠,可以适应比较复杂加工作业环境。当零件外形尺寸有波动时仍可准确分中定位,实现加工部位与零件中心对称,消除因毛坯尺寸波动造成孔偏、伤本体等不良。
以上所述,仅为本发明进一步的实施例,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明所公开的范围内,根据本发明的技术方案及其构思加以等同替换或改变,都属于本发明的保护范围。
- 上一篇:一种医用注射器针头装配设备
- 下一篇:音响网罩生产加工用固定设备