铜卡纸及其制造方法
阅读说明:本技术 铜卡纸及其制造方法 (Copper card paper and manufacturing method thereof ) 是由 白纪飞 田维实 王俊明 仇如全 于 2021-06-21 设计创作,主要内容包括:本申请涉及铜卡纸及其制造方法,所述铜卡纸包括原纸,所述原纸依次包括面层、面衬层、芯层、底衬层和底层,所述铜卡纸的定量小于等于250克/平方米;其中,所述面衬层和/或所述底衬层的浆料均包括阔叶木硫酸盐浆和脱墨废纸浆。本申请实施例的铜卡纸为低定量铜卡纸,的原纸包括五层,五层结构可以改善各层间的不均匀性,使得各层的不均匀性可以相互补偿,减少定量分布的非均匀性,提高铜卡纸的质量。(The application relates to a copper card paper and a manufacturing method thereof, wherein the copper card paper comprises base paper, the base paper sequentially comprises a surface layer, a surface lining layer, a core layer, a bottom lining layer and a bottom layer, and the quantitative amount of the copper card paper is less than or equal to 250 g/square meter; wherein the pulp of the top liner and/or the bottom liner comprises hardwood kraft pulp and deinked waste pulp. The copper card paper of this application embodiment is low quantitative copper card paper, the body paper include five layers, and five layer structure can improve the inhomogeneity between each layer for the inhomogeneity of each layer can compensate each other, reduces quantitative distribution's inhomogeneity, improves the quality of copper card paper.)
技术领域
本申请涉及造纸技术领域,特别是涉及铜卡纸及其制造方法。
背景技术
随着印刷及包装行业的发展,市场对特种纸的要求越来越高,铜卡纸既可以作为包装用纸,也可以作为印刷用纸,具有较为广泛的用途,低定量、高强度、高表面质成为铜卡纸生产中的一大难题。
发明内容
有鉴于此,本申请主要解决的技术问题是提供一种铜卡纸,可以提高铜卡纸的质量,降低铜卡纸的定量,降低生产成本。
为解决上述技术问题,本申请采用的一个技术方案是:一种铜卡纸,铜卡纸包括原纸,原纸依次包括面层、面衬层、芯层、底衬层和底层,铜卡纸的定量小于等于250克/平方米;其中,面衬层和底衬层的浆料均包括阔叶木硫酸盐浆和脱墨废纸浆。
其中,面衬层和底衬层的阔叶木硫酸盐浆和脱墨废纸浆的质量比为(40-50):(50-60)。
其中,面层、面衬层、芯层、底衬层和底层的挂浆量比为(16-20):(14-18):(45-49):(14-18):(16-20)。
其中,面层和底层均包括针叶木硫酸盐浆和阔叶木硫酸盐浆,其中,针叶木硫酸盐浆和阔叶木硫酸盐浆的质量比为(25-35):(45-65)。
其中,面层、面衬层、芯层、底衬层和底层的浆料均包括浆内施胶剂,其中,浆内施胶剂在面层、面衬层、芯层、底衬层和底层的浆料中占比为(0.04-0.08):(0.03-0.07):(0.10-0.14):(0.04-0.08):(0.03-0.07)。
其中,面层、面衬层、底衬层和底层的浆料分别包括质量份为(0-0.0002)份的助留剂,芯层的浆料包括质量份为(0.00005-0.00025)份的助留剂。
其中,铜卡纸还包括两层涂布层,一层涂布层位于面层背离面衬层一侧,另一层涂布层位于底层背离底衬层一侧,铜卡纸的定量小于等于250克/平方米。
其中,芯层包括加填剂,加填剂的加填量占铜卡纸的绝干量的4%-6%。
本申请还包括第二种技术方案,一种铜卡纸的制造方法,包括:
分别制作面层的浆料、面衬层的浆料、芯层的浆料、底衬层的浆料和底层的浆料,其中,面衬层的浆料和底衬层的浆料均包括阔叶木硫酸盐浆和脱墨废纸浆;
分别将上网质量浓度均为0.2-0.26%的面层的浆料、面衬层的浆料、芯层的浆料、底衬层的浆料和底层的浆料分别上网成形,形成面层网部、面衬层网部、芯层网部、底衬层网部和底层网部;
将面层网部、面衬层网部、芯层网部、底衬层网部和底层网部一同压榨成一层压合层,在压合层的上下表面施加表面胶层,干燥,获得铜卡纸。
其中,干燥,获得铜卡纸之前包括:在表面胶层上分别涂布一层涂布层。
其中,所述面层的浆料、面衬层的浆料、芯层的浆料、底衬层的浆料和底层的浆料分别上网成形的浆网速比为依次为0.985、0.98、0.985、098和0.965。
本申请的有益效果是:区别于现有技术,本申请实施例的铜卡纸的原纸由五层构成,且为低定量铜卡纸,通过将铜卡纸的原纸制作成五层,使得各层可以采用不同的浆料,使不同浆料的优点得到充分的利用和发挥,本申请实施例中,面衬层和/或底衬层的浆料中包括阔叶木硫酸盐浆和脱墨废纸浆,可以降低成本;本申请实施例的原纸包括五层,五层结构可以改善各层间的不均匀性,使得各层的不均匀性可以相互补偿,减少定量分布的非均匀性,提高铜卡纸的质量。
附图说明
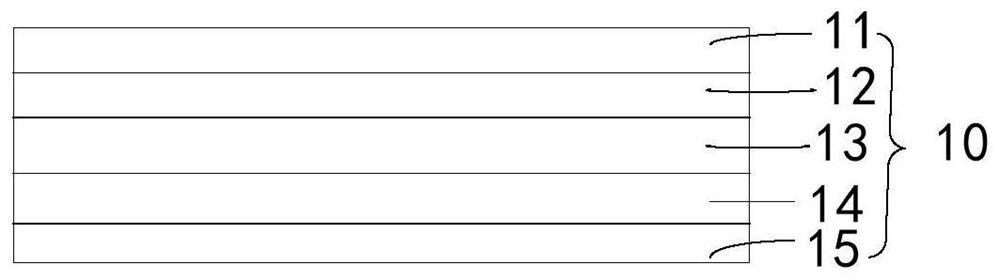
图1是本申请铜卡纸一实施例的结构示意图;
图2是本申请铜卡纸另一实施例的结构示意图;
图3是本申请铜卡纸的制造方法一实施例的流程示意图;
图4是本申请铜卡纸的制造方法另一实施例的流程示意图。
其中,10、原纸;11、面层;12、面衬层;13、芯层;14、底衬层;15、底层;20、涂布层。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述。
如图1所示,本申请实施例包括一种铜卡纸,铜卡纸包括原纸10,原纸10依次包括面层11、面衬层12、芯层13、底衬层14和底层15,铜卡纸的定量小于等于250克/平方米;其中,面衬层12和/或底衬层14的浆料包括阔叶木硫酸盐浆和脱墨废纸浆。
本申请实施例中,在铜卡纸的定量小于等于250克/平方米时,铜卡纸为低定量铜卡纸,通过将铜卡纸的原纸10制作成五层,使得各层可以采用不同的浆料,使不同浆料的优点得到充分的利用和发挥,本申请实施例中,面衬层12和/或底衬层14的浆料中包括阔叶木硫酸盐浆和脱墨废纸浆,可以改善面层11和/或底层15的浆料需要较为成本高的优质的浆料,本申请实施例中,在铜卡纸的定量一定的情况下,可以降低面层11和底层15的纸浆的定量,降低成本;本申请实施例的原纸10包括五层,五层结构可以改善各层间的不均匀性,使得各层的不均匀性可以相互补偿,减少定量分布的非均匀性,提高铜卡纸的质量。
本申请实施例中,面衬层12和底衬层14的浆料均包括阔叶木硫酸盐浆和脱墨废纸浆,在其他实施例中,也可以使得面衬层12或底衬层14的浆料包括阔叶木硫酸盐浆和脱墨废纸浆。
本申请实施例中,面衬层12和/或底衬层14的阔叶木硫酸盐浆和脱墨废纸浆的质量比为(40-50):(50-60)。通过控制阔叶木硫酸盐浆和脱墨废纸浆的质量比在(40-50):(50-60)的范围内,可以使得面衬层12和底衬层14的机械强度较高,满足铜卡纸的需求。具体地,在本申请实施例中,阔叶木硫酸盐浆和脱墨废纸浆的质量比可以为40:50、45:50、50:50、45:55、50:50、50:55或50:60等。
本申请实施例中,面层11、面衬层12、芯层13、底衬层14和底层15的挂浆量比为(16-20):(14-18):(45-49):(14-18):(16-20)。本申请实施例通过控制面层11、面衬层12、芯层13、底衬层14和底层15的挂浆量在上述配比范围内,使得每层的挂浆量相对于三层的原纸10降低,本申请实施例中通过降低每层的挂浆量,可以使得生成的铜卡纸为低定量,且铜卡纸具有优异的物理强度,可以增加铜卡纸的挺度,本申请实施例中,定量分布在面层11、面衬层12、芯层13、底衬层14和底层15,原纸10五层结构使得铜卡纸的正面和反面均具有更好的支撑结构,使得铜卡纸的挺度胶高。本申请实施例中,铜卡纸的正面和反面的粗糙度较低、平滑度较高,本申请实施例中,通过控制面层11、面衬层12、芯层13、底衬层14和底层15的挂浆量,使得各层的不均匀性可以相互补偿,减少定量分布的非均匀性,提高纸张的平滑度。具体地,在本申请实施例中,面层11、面衬层12、芯层13、底衬层14和底层15的挂浆量比可以为16:14:45:14:16、20:14:45:14:20、20:18:49:18:20、16:18:49:14:16、18:16:47:16:18或19:17:48:17:19等,以上仅为举例,在其他实施例中,面层11、面衬层12、芯层13、底衬层14和底层15的挂浆量的比值也可以为其他数值,只要在(16-20):(14-18):(45-49):(14-18):(16-20)内即可。
本申请实施例中,面层11和底层15均包括针叶木硫酸盐浆和阔叶木硫酸盐浆,其中,针叶木硫酸盐浆和阔叶木硫酸盐浆的质量比为(25-35):(65-75)。本申请实施例中,通过控制针叶木硫酸盐浆和阔叶木硫酸盐浆的质量比,可以使得形成的面层11和底层15的纤维的卷曲度和扭曲系数降低,使得纤维被拉伸,使得面层11和底层15挺度较好、机械强度较高。具体地,在本申请实施例中,针叶木硫酸盐浆和阔叶木硫酸盐浆的质量比可以为25:65、35:75、30:70、25:65、35:65、35:70、30:65、28:68或32:72等,以上仅为举例,在其他实施例中,针叶木硫酸盐浆和阔叶木硫酸盐浆的质量的比值也可以为其他数值,只要在(25-35):(65-75)范围内即可。
本申请实施例中,面层11、面衬层12、芯层13、底衬层14和底层15的浆料均包括浆内施胶剂,其中,浆内施胶剂在面层11、面衬层12、芯层13、底衬层14和底层15的浆料中占比为(0.04-0.08):(0.03-0.07):(0.10-0.14):(0.04-0.08):(0.03-0.07)。本申请实施例中,通过在各层的浆料内添加浆内施胶剂,并控制浆内施胶剂的用量配比,使得各层之间相互结合较为牢固。本申请实施例中,浆内施胶剂为烯基琥珀酸酐,在其他实施例中,浆内施胶剂也可以是其他材质。具体地,在本申请实施例中,浆内施胶剂在面层11、面衬层12、芯层13、底衬层14和底层15的浆料中占可以比为0.04:0.03:0.10:0.04:0.03、0.08:0.08:0.14:0.08:0.07、0.06:0.06:0.12:0.06:0.05或0.05:0.05:0.13:0.07:0.06等。以上仅为举例,在其他实施例中,浆内施胶剂在面层11、面衬层12、芯层13、底衬层14和底层15的浆料中占也可以为其他数值,只要在(0.04-0.08):(0.03-0.07):(0.10-0.14):(0.04-0.08):(0.03-0.07)范围内即可。
本申请实施例中,面层11、面衬层12、底衬层14和底层15的浆料分别包括质量份为(0-0.0002)份的助留剂,芯层13的浆料包括质量份为(0.00005-0.00025)份的助留剂。本申请实施例中,助留剂主要作用是帮助浆料滤水和提高湿部成型过程中浆料中细小组分的保留率。本申请实施例中,由于五层抄造时各层的定量比较小,湿部成型时滤水速度较快,而湿部成型时的脱水速率对纸张成型影响较大,通过降低助留剂在各层的用料比,并控制各层助留剂的用量配比,以控制湿部成型时滤水速度,以降低各层在成型时破损的概率,提高各层的质量。本申请实施例中,助留剂在各层形成的浆料的占比是以绝干量为基准。具体地,在本申请实施例中,面层11的浆料包括质量份为0.02份的助留剂,面衬层12包括质量份为0.02份的助留剂,底衬层14包括质量份为0.02份的助留剂,底层15的浆料包括质量份为0.02份的助留剂,芯层13的浆料包括质量份为0.025份的助留剂;或面层11的浆料包括质量份为0.01份的助留剂,面衬层12包括质量份为0.01份的助留剂,底衬层14包括质量份为0.01份的助留剂,底层15的浆料包括质量份为0.01份的助留剂,芯层13的浆料包括质量份为0.015份的助留剂;或面层11、面衬层12、底衬层14和底层15的浆料均不包括助留剂,芯层13的浆料包括质量份为0.005份的助留剂;或面层11、面衬层12、底衬层14和底层15的浆料均不包括助留剂,芯层13的浆料包括质量份为0.020份的助留剂;或面层11的浆料包括质量份为0.01份的助留剂,面衬层12包括质量份为0.005份的助留剂,底衬层14包括质量份为0.12份的助留剂,底层15的浆料包括质量份为0.18份的助留剂,芯层13的浆料包括质量份为0.015份的助留剂,以上仅为举例。
本申请实施例中,如图2所示,铜卡纸还包括两层涂布层20,一层涂布层21位于面层11背离面衬层12一侧,另一层涂布层22位于底层15背离底衬层14一侧,原纸10定量小于等于170克/平方米。本申请实施例中,通过在原纸10的上下两面涂覆涂布层20,可以使得铜卡纸的白度和光泽度增加,满足需求。本申请实施例中,涂布层20可以包括碳酸钙,在其他实施例中,涂布层20也可以是瓷土和高岭土等矿石物质,本申请实施例中,原纸10的定量小于等于170克/平方米,且铜卡纸的定量小于等于250克/平方米,形成的纸张为低定量铜卡纸。
本申请实施例中,芯层13包括加填剂,加填剂的加填量占铜卡纸的绝干量的4%-6%。本申请实施例中,通过在芯层13中添加加填剂,通过提升芯层13中加填剂的加填量,降低纤维用量,从而可以大幅降低生产成本,同时可以提高芯层13的滤水性能。本申请实施例中,加填剂的加填量占铜卡纸的绝干量的5%,在其他实施例中,也可以是加填剂的加填量占铜卡纸的绝干量的4%、4.5%、5.5%或6%等。
本申请还包括第二种技术方案,如图3和图1所示,一种铜卡纸的制造方法,包括:
S110:分别制作面层11的浆料、面衬层12的浆料、芯层13的浆料、底衬层14的浆料和底层15的浆料,其中,面衬层12的浆料和/或底衬层14的浆料均包括阔叶木硫酸盐浆和脱墨废纸浆。
本申请实施例中,通过制作五层结构所对应的浆料,以用于五层抄造。本申请实施例中,面衬层12和底衬层14的浆料均包括阔叶木硫酸盐浆和脱墨废纸浆,在其他实施例中,也可以使得面衬层12或底衬层14的浆料包括阔叶木硫酸盐浆和脱墨废纸浆。
本申请实施例中,面衬层12和/或底衬层14的阔叶木硫酸盐浆和脱墨废纸浆的质量比为(40-50):(50-60)。通过控制阔叶木硫酸盐浆和脱墨废纸浆的质量比在(40-50):(50-60)的范围内,可以使得面衬层12和底衬层14的机械强度较高,满足铜卡纸的需求。
进一步地,本申请实施例中,面层11和底层15均包括针叶木硫酸盐浆和阔叶木硫酸盐浆,其中,针叶木硫酸盐浆和阔叶木硫酸盐浆的质量比为(25-35):(45-65)。本申请实施例中,通过控制针叶木硫酸盐浆和阔叶木硫酸盐浆的质量比,可以使得形成的面层11和底层15的纤维的卷曲度和扭曲系数降低,使得纤维被拉伸,使得面层11和底层15挺度较好、机械强度较高。
本申请实施例中,芯层13包括针叶木硫酸盐浆、脱墨废纸浆、机械浆、损纸浆,且针叶木硫酸盐浆、脱墨废纸浆、机械浆、损纸浆的质量比为(5-15):(35-45):(35:-45):(5-15)。
S120:分别将上网质量浓度均为0.2%-0.26%的面层11的浆料、面衬层12的浆料、芯层13的浆料、底衬层14的浆料和底层15的浆料分别上网成形,形成面层11网部、面衬层12网部、芯层13网部、底衬层14网部和底层15网部。
本申请实施例中,将面层11、面衬层12、芯层13、底衬层14和底层15的浆料控制在0.2%-0.26%的较低的上网质量浓度,大大减少了每层已分散纤维再絮聚的可能,提高整个每层的匀度,从而可以提高铜卡纸的机械强度。本申请实施例中,面层11、面衬层12、芯层13、底衬层14和底层15的浆料的上网质量浓度控制在0.2%、0.21%、0.22%、0.23%、0.24%、0.25%或0.26%,面层11、面衬层12、芯层13、底衬层14和底层15的浆料的上网质量浓度可以各不相同,也可以部分相同,也可以全部相同。
进一步地,本申请实施例中,面层11、面衬层12、芯层13、底衬层14和底层15的挂浆量比为(16-20):(14-18):(45-49):(14-18):(16-20)。本申请实施例通过控制面层11、面衬层12、芯层13、底衬层14和底层15的挂浆量在上述配比范围内,使得每层的挂浆量相对于三层的原纸10大大降低,可以保证浆料喷浆上网后迅速成型脱水,保证各层的质量,同时可以节约脱水时间,降低铜卡纸制造时间。
本申请实施例中通过降低每层的挂浆量,可以使得生成的铜卡纸为低定量,且铜卡纸具有优异的物理强度,可以增加铜卡纸的挺度,本申请实施例中,定量分布在面层11、面衬层12、芯层13、底衬层14和底层15,原纸10五层结构使得铜卡纸的正面和反面均具有更好的支撑结构,使得铜卡纸的挺度较高。本申请实施例中,铜卡纸的正面和反面的粗糙度较低、平滑度较高,本申请实施例中,通过控制面层11、面衬层12、芯层13、底衬层14和底层15的挂浆量,使得各层的不均匀性可以相互补偿,减少定量分布的非均匀性,提高纸张的平滑度。
S130:将面层11网部、面衬层12网部、芯层13网部、底衬层14网部和底层15网部一同压榨成一层压合层,在压合层的上下表面施加表面胶层,干燥,获得铜卡纸,铜卡纸的定量小于等于250克/平方米。
本申请实施例中,将面层11网部、面衬层12网部、芯层13网部、底衬层14网部和底层15网部一同压榨成一层压合层,本申请实施例中,通过在压合层的上表面和下表面施加表面胶层,可以密封压合层的上下表面纤维的毛细孔,以使得获得的铜卡纸具有抗水能力,同时,本申请实施例,通过施加表面胶层,可以使得铜卡纸张的强度增强。
在本申请另一实施例中,如图4和图2所示,一种铜卡纸的制造方法,包括:
S210:分别制作面层11的浆料、面衬层12的浆料、芯层13的浆料、底衬层14的浆料和底层15的浆料,其中,面衬层12的浆料和/或底衬层14的浆料均包括阔叶木硫酸盐浆和脱墨废纸浆。
本申请实施例中,通过制作五层结构所对应的浆料,以用于五层抄造。本申请实施例中,面衬层12和底衬层14的浆料均包括阔叶木硫酸盐浆和脱墨废纸浆,在其他实施例中,也可以使得面衬层12或底衬层14的浆料包括阔叶木硫酸盐浆和脱墨废纸浆。
本申请实施例中,面衬层12和/或底衬层14的阔叶木硫酸盐浆和脱墨废纸浆的质量比为(40-50):(50-60)。通过控制阔叶木硫酸盐浆和脱墨废纸浆的质量比在(40-50):(50-60)的范围内,可以使得面衬层12和底衬层14的机械强度较高,满足铜卡纸的需求。
进一步地,本申请实施例中,面层11和底层15均包括针叶木硫酸盐浆和阔叶木硫酸盐浆,其中,针叶木硫酸盐浆和阔叶木硫酸盐浆的质量比为(25-35):(45-65)。本申请实施例中,通过控制针叶木硫酸盐浆和阔叶木硫酸盐浆的质量比,可以使得形成的面层11和底层15的纤维的卷曲度和扭曲系数降低,使得纤维被拉伸,使得面层11和底层15挺度较好、机械强度较高。
本申请实施例中,芯层13包括针叶木硫酸盐浆、脱墨废纸浆、机械浆、损纸浆,且针叶木硫酸盐浆、脱墨废纸浆、机械浆、损纸浆的质量比为:(5-15):(35-45):(35:-45):(5-15)。
本申请实施例中,面层11、面衬层12、芯层13、底衬层14和底层15的浆料均包括浆内施胶剂,其中,浆内施胶剂在面层11、面衬层12、芯层13、底衬层14和底层15的浆料中占比为(0.04-0.08):(0.03-0.07):(0.10-0.14):(0.04-0.08):(0.03-0.07)。本申请实施例中,通过在各层的浆料内添加浆内施胶剂,并控制浆内施胶剂的用量配比,使得各层之间相互结合较为牢固。本申请实施例中,浆内施胶剂烯基琥珀酸酐,在其他实施例中,浆内施胶剂也可以是其他材质。
本申请实施例中,面层11、面衬层12、底衬层14和底层15的浆料分别包括质量份为(0-0.0002)份的助留剂,芯层13的浆料包括质量份为(0.00005-0.00025)份的助留剂。
本申请实施例中,助留剂添加于各层形成的浆料中,助留剂主要作用是帮助浆料滤水和提高湿部成型过程中浆料中细小组分的保留率。本申请实施例中,由于五层抄造时各层的定量比较小,湿部成型时滤水速度较快,而湿部成型时的脱水速率对纸张成型影响较大,通过降低助留剂在各层的用料比,并控制各层助留剂的用量配比,以控制湿部成型时滤水速度,以降低各层在成型时破损的概率,提高各层的质量。
本申请实施例中,芯层13的浆料中添加有加填剂,加填剂的加填量占铜卡纸的绝干量的4%-6%。本申请实施例中,在芯层13的浆料中添加加填剂,通过提升芯层13中加填剂的加填量,降低纤维用量,从而可以大幅降低生产成本,同时可以提高芯层13的滤水性能。
S220:分别将上网质量浓度均为0.2%-0.26%的面层11的浆料、面衬层12的浆料、芯层13的浆料、底衬层14的浆料和底层15的浆料分别上网成形,上网成形的浆网速比为依次为0.985、0.98、0.985、098和0.965,形成面层11网部、面衬层12网部、芯层13网部、底衬层14网部和底层15网部。
本申请实施例中,将面层11、面衬层12、芯层13、底衬层14和底层15的浆料控制在0.2%-0.26%的较低的上网质量浓度,大大减少了每层已分散纤维再絮聚的可能,提高整个每层的匀度,从而可以提高铜卡纸的机械强度。
本申请实施例中,通过控制各层上网成形的浆网速比为依次为0.985、0.98、0.985、098和0.965,可以避免铜卡纸在生成过程中出现扭曲或过度下翘的问题,从而提高印刷的效率和品质。
进一步地,本申请实施例中,面层11、面衬层12、芯层13、底衬层14和底层15的挂浆量比为(16-20):(14-18):(45-49):(14-18):(16-20)。本申请实施例通过控制面层11、面衬层12、芯层13、底衬层14和底层15的挂浆量在上述配比范围内,使得每层的挂浆量相对于三层的原纸10大大降低,可以保证浆料喷浆上网后迅速成型脱水,保证各层的质量,同时可以节约脱水时间,降低铜卡纸制造时间。
本申请实施例中通过降低每层的挂浆量,可以使得生成的铜卡纸为低定量,且铜卡纸具有优异的物理强度,可以增加铜卡纸的挺度,本申请实施例中,定量分布在面层11、面衬层12、芯层13、底衬层14和底层15,原纸10五层结构使得铜卡纸的正面和反面均具有更好的支撑结构,使得铜卡纸的挺度胶高。本申请实施例中,铜卡纸的正面和反面的粗糙度较低、平滑度较高,本申请实施例中,通过控制面层11、面衬层12、芯层13、底衬层14和底层15的挂浆量,使得各层的不均匀性可以相互补偿,减少定量分布的非均匀性,提高纸张的平滑度。
S230:将面层11网部、面衬层12网部、芯层13网部、底衬层14网部和底层15网部一同压榨成一层压合层,在压合层的上下表面施加表面胶层。
本申请实施例中,将面层11网部、面衬层12网部、芯层13网部、底衬层14网部和底层15网部一同压榨成一层压合层,本申请实施例中,通过在压合层的上表面和下表面施加表面胶层,可以密封压合层的上下表面纤维的毛细孔,以使得获得的铜卡纸具有抗水能力,同时,本申请实施例,通过施加表面胶层,可以使得铜卡纸张的强度增强。
本申请实施例中,表面胶层为淀粉,在其他实施例中,表面胶层也可以是其他材质。
S240:在表面胶层上分别涂布一层涂布层20,干燥,获得铜卡纸,铜卡纸的定量小于等于250克/平方米。
本申请实施例中,通过在表面胶层上涂覆涂布层20,可以使得铜卡纸的白度和光泽度增加,满足需求。本申请实施例中,涂布层20可以包括碳酸钙,在其他实施例中,涂布层20也可以是瓷土和高岭土等矿石物质。本申请实施例,通过进一步干燥,卷纸,使得铜卡纸平展,即获得铜卡纸。
为了便于理解,本申请提供一具体实施例,具体如下:
实施例1
本申请实施例采用五层叠网式纸机,纸机幅宽为8.1m,最大运行车速可达到1300m/min,本申请实施例中纸机幅宽较大、车速较高,工艺制作难度大。具体地,本申请实施例中,纸机的运行车速为900m/min,该车速是综合了设备稳定性和生产效率后的较为适合的车速。若车速提升,机器设备的震动、仪器仪表的检测都会超出正常范围,导致设备无法长时间正常稳定生产,品质也可能不稳定;若车速慢,则生产效率降低,经济型下降。
本申请实施例中,铜卡纸包括原纸10,原纸10依次包括面层11、面衬层12、芯层13、底衬层14和底层15,铜卡纸的定量等于180克/平方米;原纸10定量等于110克/平方米;铜卡纸还包括两层涂布层20,一层涂布层20位于面层11背离面衬层12一侧,另一层涂布层20位于底层15背离底衬层14一侧,涂布层20的涂布量为70克/平方米。
表1三层和五层原纸结构的浆料配比和挂浆量表。
其中,如表1的三层和五层原纸10结构的浆料配比和挂浆量表所示,面衬层12和底衬层14的浆料均包括质量比为45%:55%的阔叶木硫酸盐浆(L浆)和脱墨废纸浆(DIP浆);面层11和底层15均包括质量比为30%:70%的针叶木硫酸盐浆(N浆)和阔叶木硫酸盐浆(L浆);芯层13包括质量比为10%:40%:40%:10%的阔叶木硫酸盐浆(L浆)、脱墨废纸浆(DIP浆)、机械浆和损纸浆。
本申请实施例中,面层11的挂浆量为18克/平方米,面衬层12的挂浆量为16克/平方米,芯层13的挂浆量为47克/平方米,底衬层14的挂浆量为16克/平方米,底层15的挂浆量为18克/平方米。
表2三层和五层原纸结构的浆料的浆网速度比、ASA添加量、助理剂添加量和加填剂的加填量表。
如表2的三层和五层原纸10结构的浆料的浆网速度比、ASA添加量、助理剂添加量和加填剂的加填量所示,本申请实施例中,面层11、面衬层12、芯层13、底衬层14和底层15的浆料均包括浆内施胶剂,具体地,本申请实施例中浆内施胶剂为烯基琥珀酸酐(ASA),其中,浆内施胶剂在面层11的浆料中的含量百分比为0.06%,浆内施胶剂在面衬层12的浆料中的含量百分比为0.05%,浆内施胶剂在芯层13的浆料中的含量百分比为0.12%,浆内施胶剂在底衬层14的浆料中的含量百分比为0.06%,浆内施胶剂在底层15的浆料中的含量百分比为0.05%。
本申请实施例中,面层11的浆料、面衬层12的浆料、芯层13的浆料、底衬层14的浆料和底层15的浆料分别上网成形的浆网速比为依次为0.985、0.98、0.985、098和0.965。
本申请实施例中,面层11、面衬层12、底衬层14和底层15的浆料分别包括质量份为0.01份的助留剂,芯层13的浆料包括质量份为0.015份的助留剂,具体地,本申请实施例中,面层11、面衬层12、底衬层14和底层15的浆料分别包括0.01%的助留剂,芯层13包括0.015%的助留剂,其中以绝干量为基准。
本申请实施例中,芯层13包括加填剂,加填剂的加填量占铜卡纸的绝干量的5%。
本申请实施例中,铜卡纸的正面为铜卡纸靠近面层11的一面,铜卡纸的背面为铜卡纸靠近底层15的一面。经过测试,本申请实施例中,获得的铜卡纸的正面的粗糙度为0.73微米,背面的粗糙度为0.88微米,正面的平滑度为443S,背面的平滑度为438S,正面的起泡速度为2.19米/秒,背面的气泡速度为2.26米/秒,正面和背面的胶印性能均为3次,正面的挺度为1.13mN*m,背面的挺度为1.98mN*m,铜卡纸的各层的层间强度为232焦耳/平方米。
本申请实施例中,铜卡纸的制造方法,包括:分别制作面层11的浆料、面衬层12的浆料、芯层13的浆料、底衬层14的浆料和底层15的浆料,其中,面衬层12的浆料和底衬层14的浆料均包括阔叶木硫酸盐浆和脱墨废纸浆。
分别将上网质量浓度均为0.24%的面层11的浆料、面衬层12的浆料、芯层13的浆料、底衬层14的浆料和底层15的浆料分别上网成形,上网成形的浆网速比为依次为0.985、0.98、0.985、098和0.965,形成面层11网部、面衬层12网部、芯层13网部、底衬层14网部和底层15网部;
将面层11网部、面衬层12网部、芯层13网部、底衬层14网部和底层15网部一同压榨成一层压合层,在压合层的上下表面施加表面胶层,在表面胶层上分别涂布一层涂布层20,干燥,获得铜卡纸,铜卡纸的定量等于180克/平方米。
对比例1
对比例1采用三层叠网式纸机,纸机的运行车速为900m/min。
对比例1中,铜卡纸包括原纸10,原纸10依次包括面层11、芯层13、和底层15,铜卡纸的定量等于180克/平方米;原纸10定量等于110克/平方米;铜卡纸还包括两层涂布层20,一层涂布层20位于面层11背离面衬层12一侧,另一层涂布层20位于底层15背离底衬层14一侧,涂布层20的涂布量为70克/平方米。
其中,如表1的三层和五层原纸10结构的浆料配比和挂浆量表所示,面层11和底层15均包括质量比为30%:70%的针叶木硫酸盐浆(N浆)和阔叶木硫酸盐浆(L浆);芯层13包括质量比为10%:40%:40%:10%的阔叶木硫酸盐浆(L浆)、脱墨废纸浆(DIP浆)、机械浆和损纸浆。
对比例1中,面层11的挂浆量为26克/平方米,芯层13的挂浆量为63克/平方米,底层15的挂浆量为26克/平方米。
如表2的三层和五层原纸10结构的浆料的浆网速度比、ASA添加量、助理剂添加量和加填剂的加填量所示,对比例1中,面层11、芯层13、和底层15的浆料均包括浆内施胶剂,具体地,对比例1中浆内施胶剂为烯基琥珀酸酐(ASA),其中,浆内施胶剂在面层11的浆料中的含量百分比为0.08%,浆内施胶剂在芯层13的浆料中的含量百分比为0.18%,浆内施胶剂在底层15的浆料中的含量百分比为0.08%。
对比例1中,面层11的浆料、芯层13的浆料、和底层15的浆料分别上网成形的浆网速比为依次为0.975、0.98、和0.965。
对比例1中,面层11、面衬层12、底衬层14和底层15的浆料分别包括质量份为0.00015份的助留剂,芯层13的浆料包括质量份为0.0002份的助留剂,具体地,对比例1中,面层11、面衬层12、底衬层14和底层15的浆料分别包括0.015%的助留剂,芯层13包括0.02%的助留剂,其中以绝干量为基准。
对比例1中,芯层13包括加填剂,加填剂的加填量占铜卡纸的绝干量的2.5%。
表3三层和五层原纸结构的铜卡纸的测试性能表。
如表3所示,三层和五层原纸10结构的铜卡纸的测试性能表,对比例1中,铜卡纸的正面为铜卡纸靠近面层11的一面,铜卡纸的背面为铜卡纸靠近底层15的一面。经过测试,对比例1中,获得的铜卡纸的正面的粗糙度为0.89微米,背面的粗糙度为0.9微米,正面的平滑度为287S,背面的平滑度为275S,正面的起泡速度为1.34米/秒,背面的气泡速度为1.44米/秒,正面的胶印性能为2次,正面的挺度为0.87mN*m,背面的挺度为1.79mN*m,铜卡纸的各层的层间强度为166焦耳/平方米。
对比例1中,铜卡纸的制造方法,包括:分别制作面层11的浆料、芯层13的浆料和底层15的浆料。
分别将上网质量浓度均为0.3%的面层11的浆料、芯层13的浆料和底层15的浆料分别上网成形,上网成形的浆网速比为依次为0.975、0.98和0.965,形成面层11网部、芯层13网部和底层15网部;
将面层11网部、芯层13网部和底层15网部一同压榨成一层压合层,在压合层的上下表面施加表面胶层,在表面胶层上分别涂布一层涂布层20,干燥,获得铜卡纸,铜卡纸的定量等于180克/平方米。
通过上述实施例1和对比例1做对比,可以发现,本申请实施例中,铜卡纸包括五层结构所构成的原纸10,且低定量的铜卡纸,可以降低面层11和底层15的挂浆量,而面层11和底层15的浆料的成本比较高,因此,可以达到降低铜卡纸的成本。本申请各层的上网质量浓度较小,具体地,本申请实施例的各层的上网质量浓度0.24%,远小于三层结构所构成的原纸10的0.3%的上网质量浓度,大大减少了每层已分散纤维再絮聚的可能,提高整个每层的匀度,从而可以提高铜卡纸的机械强度。
本申请实施例获得同开支的正面和背面的起泡速度和胶印性能较好,是由于采用五层层抄造工艺后,各层定量下降,脱水速度上升,可以降低各层抄造时上成型网的浆料浓度,低浓度的浆料在成型脱水时可以提升纸张的匀度,即纸板匀度越好,则纸板局部的强度短板越少,则起泡速度和胶印性能越好。起泡速度和胶印性能越好,则纸板在印刷时可以印得速度更快。本申请实施例中,铜卡纸的层间强度显著增强至232。本申请实施例的挺度增强,本申请实施例采用五层抄造时,芯层13定量低,较大的定量分布在面层11、衬层、底层15,这种结构起到一种比三层更好的支撑结构,使得铜卡纸的挺度比较高。本申请实施例的正面和背面的粗糙度较低,平滑度较高,本申请实施例中,通过控制面层11、面衬层12、芯层13、底衬层14和底层15的挂浆量,使得各层的不均匀性可以相互补偿,减少定量分布的非均匀性,提高纸张的平滑度。
本申请实施例通过控制面层11、面衬层12、芯层13、底衬层14和底层15的浆网速比,以避免铜卡纸在生成过程中出现扭曲或过度下翘的问题,从而提高印刷的效率和品质。
以上仅为本申请的实施方式,并非因此限制本申请的专利范围,凡是利用本申请说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本申请的专利保护范围内。
- 上一篇:一种医用注射器针头装配设备
- 下一篇:一种纸浆模具装置、系统及使用方法