一种纸浆模具装置、系统及使用方法
阅读说明:本技术 一种纸浆模具装置、系统及使用方法 (Paper pulp mold device, system and use method ) 是由 王鑫宇 于 2021-09-01 设计创作,主要内容包括:本发明的实施例提供了一种纸浆模具装置、系统及使用方法,涉及纸浆加工领域。该纸浆模具装置包括转移模具本体、成型模具本体和第一吸附组件,成型模具本体与转移模具本体密封连接,且在成型模具本体与转移模具本体之间形成负压腔,成型模具本体设有成型面,成型面设置有与负压腔连通的吸附孔,第一吸附组件与转移模具本体连通,第一吸附组件用于在成型模具本体下降至浆池内的情况下,对负压腔产生负压,以使混合物中的液体通过吸附孔进入负压腔中,从而使混合物中的纸浆在成型模具本体的成型面成型。该纸浆模具装置可以直接将纸浆转移出去,一次性完成纸浆产品的成型和转移,提高了纸浆产品的合格率。(The embodiment of the invention provides a pulp mould device, a pulp mould system and a use method, and relates to the field of pulp processing. This paper pulp mould device is including shifting the mould body, forming die body and first absorption subassembly, forming die body and shift mould body sealing connection, and form the negative pressure chamber between forming die body and shift mould body, forming die body is equipped with the profiled surface, the profiled surface is provided with the adsorption hole with negative pressure chamber intercommunication, first absorption subassembly and shift mould body intercommunication, first absorption subassembly is used for descending to the thick liquid circumstances in the pond at forming die body, produce the negative pressure to the negative pressure chamber, so that the liquid in the mixture passes through the adsorption hole and gets into in the negative pressure chamber, thereby make the paper pulp in the mixture at the profiled surface shaping of forming die body. The paper pulp mould device can directly transfer paper pulp out, can complete the forming and transfer of paper pulp products at one time, and improves the qualification rate of the paper pulp products.)
技术领域
本发明涉及纸浆加工领域,具体而言,涉及一种纸浆模具装置、系统及使用方法。
背景技术
目前,现有技术中的纸浆加工是先用成型机器把纸浆纤维吸附成型,然后再用转移机器转移出纸浆产品。产品在通过转移机器转移的过程中,会出现产品转移不出去或将产品压裂的问题,导致产品的不合格率增加,浪费时间人力。
发明内容
本发明提供了一种纸浆模具装置、系统及使用方法,其能够提高纸浆产品的生产合格率,节约时间和人力。
本发明的实施例可以这样实现:
本发明的实施例提供了一种纸浆模具装置,其包括:
转移模具本体;
成型模具本体,所述成型模具本体与所述转移模具本体密封连接,且在所述成型模具本体与所述转移模具本体之间形成负压腔;
所述成型模具本体设有成型面,所述成型面设置有与所述负压腔连通的吸附孔;以及
第一吸附组件,所述第一吸附组件与所述转移模具本体连通,所述第一吸附组件用于在所述成型模具本体下降至浆池内的情况下,对所述负压腔产生负压,以使混合物中的液体通过所述吸附孔进入所述负压腔中,从而使混合物中的纸浆在所述成型模具本体的所述成型面成型。
可选地,所述转移模具本体包括顶壁和侧壁,所述侧壁的一端与所述顶壁连接,所述侧壁的另一端与所述成型模具本体密封连接以形成负压腔,所述第一吸附组件与所述顶壁连通。
可选地,所述成型面的部分朝向远离负压腔的一侧凸起以形成凸块,所述凸块上均分布有吸附孔,所述凸块用于使混合物中的纸浆成型。
可选地,所述纸浆模具装置还包括第二吸附组件,所述第二吸附组件与所述转移模具本体连通,所述第一吸附组件和所述第二吸附组件间隔设置在所述转移模具本体上;
所述第二吸附组件用于在所述成型模具本体转移的过程中,对所述负压腔产生负压,以使所述转移模具本体和所述成型模具本体之间的液体通过所述第二吸附组件排出。
可选地,所述第一吸附组件和所述第二吸附组件上均设有单向阀,所述单向阀用于防止液体倒流。
可选地,所述第一吸附组件为第一管接头,所述第二吸附组件为第二管接头,所述第一管接头的外径大于所述第二管接头的外径。
可选地,所述纸浆模具装置还包括第三吸附组件,所述第三吸附组件与所述转移模具本体连通;
所述第三吸附组件用于在所述成型模具本体转移的过程中,对所述负压腔产生负压,以使所述转移模具本体和所述成型模具本体之间的液体通过所述第三吸附组件排出。
可选地,所述第三吸附组件与所述转移模具本体连通的一端设有吸水棉,所述吸水棉用于吸附所述转移模具本体和所述成型模具本体之间的液体。
本发明的实施例还提供了一种纸浆模具系统,包括机械臂、热压机以及纸浆模具装置;
所述机械臂与所述转移模具本体连接,用于将所述纸浆模具装置从浆池转移至所述热压机,以对纸浆进行热压。
本发明的实施例还提供了一种纸浆模具系统使用方法,利用上述纸浆模具系统实现,所述纸浆模具系统使用方法包括:
控制机械臂,以使机械臂驱动成型模具本体没入浆池内;
控制第一吸附组件产生负压,以使混合物中的液体通过第一吸附组件排出,从而使混合物中的纸浆在成型模具本体的成型面成型;
在预设时长后,控制机械臂,以使机械臂驱动成型模具本体离开浆池;
离开过程中,控制第一吸附组件停止工作;
控制机械臂,以使机械臂驱动成型模具本体移动至热压机。
本发明实施例的一种纸浆模具装置、系统及使用方法的有益效果包括,例如:
该纸浆模具装置包括转移模具本体、成型模具本体和第一吸附组件,转移模具本体和成型模具本体密封连接,且在两者之间形成负压腔,成型模具本体设有成型面,成型面用于使纸浆成型,成型面设有与负压腔连通的吸附孔,第一吸附组件与转移模具本体连通,第一吸附组件用于在成型模具本体下降至浆池内的情况下,对负压腔产生负压,以使浆池内的混合物中的液体通过吸附孔进入负压腔中,并通过第一吸附组件排出,从而使混合物中的纸浆在成型面成型,成型后的纸浆通过转移模具本体转移出浆池。该纸浆模具装置不仅可以完成纸浆的成型工作,还可以完成纸浆的转移工作,该纸浆模具装置可以直接将纸浆转移出去,一次性完成纸浆产品的成型和转移,不需要再使用其他装置进行转移,避免了出现转移失败或者破坏纸浆产品的问题,提高了纸浆产品的合格率,节约了时间和人力。
该纸浆模具系统包括上述的纸浆模具装置,在生产加工纸浆产品的过程中,可以通过纸浆模具装置直接将纸浆转移出去,一次性完成纸浆产品的成型和转移,不需要再使用其他装置进行转移,避免了出现转移失败或者破坏纸浆产品的问题,提高了纸浆产品的合格率,节约了时间和人力。
该纸浆模具系统使用方法,用于使用上述的纸浆模具系统,操作简单方便。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它相关的附图。
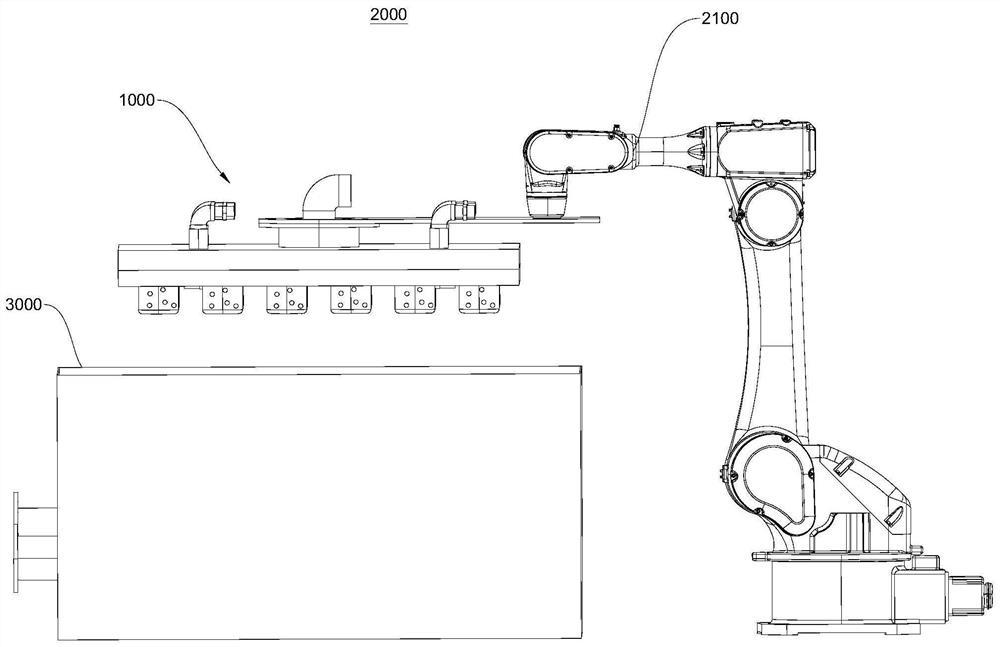
图1为本实施例提供的一种纸浆模具系统的结构示意图;
图2为本实施例提供的一种纸浆模具装置的第一视角的结构示意图;
图3为本实施例提供的一种纸浆模具装置的第二视角的结构示意图;
图4为本实施例提供的转移模具本体的结构示意图。
图标:100-转移模具本体;110-顶壁;120-侧壁;130-负压腔;200-成型模具本体;210-成型面;211-凸块;212-吸附孔;300-第一吸附组件;400-第二吸附组件;500-第三吸附组件;1000-纸浆模具装置;2000-纸浆模具系统;2100-机械臂;3000-浆池。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
目前,相关技术中的纸浆加工是先用成型机器把纸浆纤维吸附成型,然后再用转移机器转移出纸浆产品。
产品在通过转移机器转移的过程中,如果成型机器和转移机器的高度没有调节好或者时间久会导致循环误差使得转移机器出现卡顿,从而使成型机器和转移机器之间的距离变大,转移真空时有间隙,无法将纸浆产品吸走,整个过程会出现产品转移不出去或将产品压裂的问题,导致产品的不合格率增加,浪费时间人力。
请参考图1-图4,本实施例提供了一种纸浆模具装置1000、纸浆模具系统2000及纸浆模具系统2000使用方法,其可以有效改善上述提到的技术问题,能够提高纸浆产品的生产合格率,节约时间和人力。
请参考图1,该纸浆模具系统2000包括纸浆模具装置1000、机械臂2100和热压机(图未示),热压机(图未示)与纸浆模具装置1000间隔设置,机械臂2100与纸浆模具装置1000连接,用于将纸浆模具装置1000从浆池3000转移至热压机,以对纸浆进行热压。
具体地,机械臂2100与纸浆模具装置1000的顶部连接。
请参考图2,该纸浆模具装置1000包括转移模具本体100、成型模具本体200、第一吸附组件300和第二吸附组件400,成型模具本体200与转移模具本体100密封连接,且在成型模具本体200与转移模具本体100之间形成负压腔130(见图4),成型模具本体200设有成型面210,成型面210设置有与负压腔130连通的吸附孔212,第一吸附组件300与转移模具本体100连通,第一吸附组件300用于在成型模具本体200下降至浆池3000内的情况下,对负压腔130产生负压,以使浆池3000内的混合物中的液体通过吸附孔212进入负压腔130中,从而使混合物中的纸浆在成型模具本体200的成型面210成型,第二吸附组件400与转移模具本体100连通,第一吸附组件300和第二吸附组件400间隔设置在转移模具本体100上。
第二吸附组件400用于在成型模具本体200转移的过程中,对负压腔130产生负压,以使转移模具本体100和成型模具本体200之间的液体通过第二吸附组件400排出。
同时,第二吸附组件400能够确保在转移过程中,纸浆能够吸附在成型面210上不掉落。
具体地,成型模具本体200下降至浆池3000内,当浆池3000内的混合物中的纸浆没过成型模具本体200后,第一吸附组件300对负压腔130产生负压,即,对负压腔130抽真空,使得混合物中的大量液体能够通过吸附孔212进入负压腔130内,并通过第一吸附组件300排出,然后通过机械臂2100转移成型模具本体200。
需要进行说明的是,浆池3000内的混合物包括液体、配料以及纸浆等。
可以理解地,为了确保纸浆成型产品的含水率,在转移过程中,第二吸附组件400对负压腔130产生负压,即,对负压腔130抽真空,使得转移模具本体100和成型模具本体200之间的液体通过第二吸附组件400排出。
在本实施例中,该纸浆模具的成型模具本体200可以完成纸浆的成型工作,转移模具本体100可以完成纸浆的转移工作,不需要再使用其他装置进行转移,避免了出现转移失败或者破坏纸浆产品的问题,提高了纸浆产品的合格率,节约了时间和人力。
以图2的相对位置进行说明,转移模具本体100设置在成型模具本体200的上方,第一吸附组件300与转移模具本体100的上方连通。
成型面210设置在成型模具本体200的下方。
第一吸附组件300设置在转移模具本体100的上方中部。
其中,以图2中的相对位置进行说明,图2中示出的上下方向可以理解为纸浆模具装置1000在图2中的相对位置,或者以该产品常规放置时所处的相关位置关系。
请参考图3,具体地,成型面210朝向远离负压腔130的一侧凸起形成多个凸块211,每个凸块211上设有多个吸附孔212,使得第一吸附组件300对负压腔130产生负压时,混合物中的液体也能通过凸块211上的吸附孔212进入负压腔130中,从而使混合物中的纸浆吸附在凸块211的外部成型。
具体地,在本实施例中,凸块211为圆柱形结构。在其他实施例中,凸块211可以为长方形结构。
请参考图4,转移模具本体100包括顶壁110和侧壁120,侧壁120的一端与顶壁110连接,侧壁120的另一端与成型模具本体200密封连接以形成负压腔130,第一吸附组件300与顶壁110连通。
具体地,转移模具本体100有四个侧壁120,四个侧壁120依次与顶壁110的四个边沿连接。
侧壁120的另一端通过密封圈与成型模具本体200密封连接。
更多地,第一吸附组件300和第二吸附组件400上均设有单向阀,单向阀用于防止液体倒流。
具体地,第一吸附组件300的一端与转移模具本体100的顶壁110连通,第一吸附组件300的另一端用于与软管连接。
第二吸附组件400的一端与转移模具本体100的顶壁110连通,第二吸附组件400的另一端用于与软管连接。
可以理解地,第一吸附组件300和第二吸附组件400同时连接有分气头,分气头用于对抽吸混合物中的液体的气体进行分流。
在本实施例中,第一吸附组件300为第一管接头,第二吸附组件400为第二管接头。
具体地,第一管接头的外径大于第二管接头的外径。
在本实施例中,第二吸附组件400的数量为四个,四个第二吸附组件400分别设置在第一吸附组件300的四周。在其他实施例中,第二吸附组件400的数量可以根据实际情况增加或减少,在此不做具体限定。
该纸浆模具装置1000还包括第三吸附组件500,第三吸附组件500与转移模具本体100连通,第三吸附组件500用于在成型模具本体200转移的过程中,对负压腔130产生负压,以使转移模具本体100和成型模具本体200之间的液体通过第二吸附组件400排出。
更多地,第三吸附组件500与转移模具本体100连通的一端设有吸水棉,吸水棉用于吸附转移模具本体100和成型模具本体200之间的液体。
在本实施例中,第三吸附组件500的数量为八个,相邻两个第二吸附组件400之间设有两个第三吸附组件500。第三吸附组件500的数量可以根据实际情况增加或减少,在此不做具体限定。
该纸浆模具系统2000的使用方法,利用上述纸浆模具系统2000实现,包括以下步骤:
S1:控制机械臂2100,以使机械臂2100驱动成型模具本体200没入浆池3000内;
S2:控制第一吸附组件300产生负压,以使混合物中的液体通过第一吸附组件300排出,从而使混合物中的纸浆在成型模具本体200的成型面210成型;
S3:在预设时长后,控制机械臂2100,以使机械臂2100驱动成型模具本体200离开浆池3000;
S4:离开过程中,控制第一吸附组件300停止工作,同时控制第二吸附组件400和/或第三吸附组件500产生负压;
S5:控制机械臂2100,以使机械臂2100驱动成型模具本体200移动至热压机。
在本实施例中,预设时长是指在浆池3000内,能够完成第一吸附组件300产生负压,以使浆池3000内的混合物中的液体通过第一吸附组件300排出,且混合物中的纸浆在成型模具本体200的成型面210成型的时间。
综上所述,本发明实施例提供了一种纸浆模具装置1000、系统及使用方法,该纸浆模具装置1000包括转移模具本体100、成型模具本体200和第一吸附组件300,转移模具本体100和成型模具本体200密封连接,且在两者之间形成负压腔130,成型模具本体200设有成型面210,成型面210用于使纸浆成型,成型面210设有与负压腔130连通的吸附孔212,第一吸附组件300与转移模具本体100连通,第一吸附组件300用于在成型模具本体200下降至浆池3000内的情况下,对负压腔130产生负压,即,对负压腔130抽真空,以使浆池3000内的混合物中的液体通过吸附孔212进入负压腔130中,并通过第一吸附组件300排出,从而使混合物中的纸浆在成型面210成型,成型后的纸浆通过转移模具本体100转移出浆池3000。该纸浆模具装置1000不仅可以完成纸浆的成型工作,还可以完成纸浆的转移工作,该纸浆模具装置1000可以直接将纸浆转移出去,一次性完成纸浆产品的成型和转移,不需要再使用其他装置进行转移,避免了出现转移失败或者破坏纸浆产品的问题,提高了纸浆产品的合格率,节约了时间和人力。
该纸浆模具系统2000包括上述的纸浆模具装置1000,在生产加工纸浆产品的过程中,可以通过纸浆模具装置1000直接将纸浆转移出去,一次性完成纸浆产品的成型和转移,不需要再使用其他装置进行转移,避免了出现转移失败或者破坏纸浆产品的问题,提高了纸浆产品的合格率,节约了时间和人力。
该纸浆模具系统2000的使用方法,用于使用上述的纸浆模具系统2000,操作简单方便。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。