一种灰纸板生产设备及其生产方法
阅读说明:本技术 一种灰纸板生产设备及其生产方法 (Grey paperboard production equipment and production method thereof ) 是由 袁毅 张健 陈�全 王伟杰 于 2021-07-15 设计创作,主要内容包括:本发明涉及一种灰纸板生产设备及其生产方法,包括依次设置的网部、前压榨部、预升温装置、后压榨部、前干燥部、第一压光机、后干燥部、第二压光机、冷却装置和卷纸机,预升温装置包括依次设置的第一烘缸、第二烘缸、第三烘缸和第四烘缸。本发明的灰纸板底层和面层使用相同的原料配比和配浆工艺,以相同的定量、生产设备和抄造工艺,使灰纸板面层和底层的浆料性质保持一致,减少灰纸板出现翘曲变形的现象,提高灰纸板面层和底层的质量。(The invention relates to grey board production equipment and a production method thereof, which comprise a net part, a front pressing part, a preheating device, a rear pressing part, a front drying part, a first calender, a rear drying part, a second calender, a cooling device and a paper winder which are arranged in sequence, wherein the preheating device comprises a first drying cylinder, a second drying cylinder, a third drying cylinder and a fourth drying cylinder which are arranged in sequence. The bottom layer and the surface layer of the gray paperboard are prepared by the same raw material proportion and pulp preparation process, and the same quantification, production equipment and papermaking process are adopted, so that the pulp properties of the surface layer and the bottom layer of the gray paperboard are kept consistent, the phenomenon of warping deformation of the gray paperboard is reduced, and the quality of the surface layer and the bottom layer of the gray paperboard is improved.)
技术领域
本发明涉及造纸技术领域,具体涉及一种灰纸板生产设备及其生产方法。
背景技术
灰纸板是一种用途广泛的工业用纸板,常用于高定量多层复合纸板加工、制盒、制箱以及玩具生产等,深受人们的欢迎。众所周知,灰纸板具有高定量、高厚度和水分控制严格的特点。定量关系到灰纸板的物理性能,也直接关系到成本;厚度对灰纸板用户而言,是一个敏感的指标;水分则直接关系到灰纸板的定量、厚度、外观质量和后续的加工生产。
传统的灰纸板生产技术不足之处在于:灰纸板水分易受面层和底层的浆料性质不一致的影响,导致灰纸板面层和底层的水分不一致,从而使面层和底层的收缩程度不一致,产生翘曲变形的现象。灰纸板水分易受网部成形、压榨部脱水和干燥的影响;水分变化对纸板的各种特性影响也很大,若纸幅成形不好、压榨脱水不均匀以及在进行干燥时纸幅产生水分差,此时会使灰纸板内部水分不均匀,导致灰纸板定量、厚度受影响,加重灰纸板翘曲变形。
发明内容
针对现有灰纸板生产技术存在的不足,本发明提供了一种灰纸板生产设备及其生产方法。
一种灰纸板生产设备,包括依次设置的网部、前压榨部、预升温装置、后压榨部、前干燥部、第一压光机、后干燥部、第二压光机和卷纸机,网部包括芯层网、面层网和底层网,芯层网和面层网设置于底层网的上方,芯层网的上方设置有顶网;前压榨部包括依次设置的两道预压榨辊和三道前压榨辊,灰纸板湿纸幅在前压榨部进行挤压脱水,提高纸幅的紧度;预升温装置包括依次设置的第一烘缸、第二烘缸、第三烘缸和第四烘缸,灰纸板湿纸幅依次经过此四个烘缸后,纸面温度升高;后压榨部包括第一后压榨辊和第二后压榨辊,灰纸板湿纸幅在后压榨部进行进一步挤压脱水,提高纸幅的紧度和光泽度;前干燥部包括五组双挂网排列烘缸,使灰纸板湿纸幅进行脱水干燥,形成灰纸板干纸幅;后干燥部包括一组双挂网排列烘缸,使灰纸板干纸幅进行进一步的脱水干燥;第一压光机和第二压光机采用辊式压光机,灰纸板干纸幅在辊式压光机上进行纸面压光整饰;卷纸机中的卷取缸为冷缸,卷取缸内通循环冷水,使灰纸板干纸幅的温度稳定在40℃~50℃,以减少环境温度对干纸幅水分的影响、减少原纸水分蒸发,使灰纸板干纸幅的水分稳定在6%~10%之间。
进一步的,第一烘缸、第二烘缸、第三烘缸和第四烘缸内均通有蒸汽,且第一烘缸和第二烘缸内蒸汽压力为10KPa~30KPa,缸面温度为50℃~60℃,第三烘缸和第四烘缸内蒸汽压力为30KPa~50KPa,缸面温度为70℃~80℃,灰纸板湿纸幅依次经过此4个烘缸后,温度从40℃提升至70℃,从而降低湿纸幅中水的表面张力和粘度,使湿纸幅横幅水分含量保持均匀,提高压榨时的脱水能力和各烘缸的干燥能力,改善湿纸幅在压榨时脱水的均匀性,降低在干燥时出现的水分差,减少后续进行的光泽压榨及压光的工作量,避免湿纸幅进入烘缸时产生翘边、起皱等纸病,有利于获得更高质量的灰纸板。
进一步的,预压榨辊中的上辊为盲孔辊、下辊为真空辊或胶辊。
进一步的,前两道前压榨辊中的上辊均为盲孔辊、下辊均为真空辊或胶辊;最后一道前压榨辊中的上辊、下辊均为盲孔辊。
进一步的,第一后压榨辊为盲孔压榨,第二后压榨辊为石辊压榨。
进一步的,第二压光机和卷纸机之间还设置有冷却装置,冷却装置包括若干个抽气机,抽气机并排设置于灰纸板干纸幅的上方,通过快速抽气,将灰纸板干纸幅散发出来的热量抽走,使灰纸板干纸幅的温度迅速降到40℃~50℃。
本发明还提供一种灰纸板生产方法,包括以下步骤:
(1)制浆
将面层浆原料均按以下质量分数混合:旧报纸10~20%、书本纸20~50%、纸皮30~70%,经碎解、除渣、除砂、筛选、浓缩、磨浆,制得面层浆;
将底层浆原料均按以下质量分数混合:旧报纸10~20%、书本纸20~50%、纸皮30~70%,经碎解、除渣、除砂、筛选、浓缩、磨浆,制得底层浆;
将芯层浆原料按以下质量分数混合:卡纸50~70%、旧箱板纸30~50%,混合后经碎解、除渣、除砂、筛选、浓缩、磨浆,制得芯层浆;
(2)配浆
将面层、底层浆按1:1混合,混合后加入增强剂,制得混合浆料,将一半混合浆料送入面层成浆池内备用,制得面层成品浆,另一半混合浆料送入底层成浆池内备用,制得底层成品浆,面层成品浆和底层成品浆的叩解度均为40°SR~85°SR;
将芯层浆按以下质量分数进行混合:芯层浆40~70%、填料5~15%、回收浆和/或机械浆15~55%,混合后加入增强剂,配制完成后,送入芯层成浆池内备用,制得芯层成品浆,芯层成品浆的叩解度为20°SR~55°SR;
(3)成形
将面层成品浆、底层成品浆、芯层成品浆经各自流浆箱在网部上脱水成形,分别抄造成灰纸板面层湿纸幅、底层湿纸幅和芯层湿纸幅后通过网部复合成灰纸板湿纸幅,经前压榨部挤压脱水、预升温装置加热、后压榨部挤压脱水、前干燥部干燥、第一压光机整饰纸面、后干燥部干燥、第二压光机整饰纸面、冷却装置降温和卷纸机卷取,得到灰纸板成纸。
进一步的,步骤2中,增强剂为阳离子聚丙烯酰胺,用量为20~25kg/吨浆;填料为高岭土。
进一步的,步骤3中,按面层定量20g/㎡~80g/㎡、底层定量20g/㎡~80g/㎡、芯层定量210g/㎡~840g/㎡,分别进行灰纸板面层湿纸幅、底层湿纸幅和芯层湿纸幅的抄造。
进一步的,灰纸板面层湿纸幅、底层湿纸幅和芯层湿纸幅复合之前,在面层湿纸幅与芯层湿纸幅之间及芯层湿纸幅与底层湿纸幅之间均喷淋原淀粉悬浮液,原淀粉悬浮液用量为4~6kg/吨浆,在各层与层结合处,喷淋原淀粉悬浮液,用于增强灰纸板层与层之间的结合力,提高灰纸板质量。
与现有技术比,本发明的有益效果:
1、本发明的灰纸板底层和面层使用相同的原料配比和配浆工艺,以相同的定量、生产设备和抄造工艺,使灰纸板面层和底层的浆料性质保持一致,减少灰纸板出现翘曲变形的现象,提高灰纸板面层和底层的外观质量。
2、通过预升温装置提高灰纸板湿纸幅的温度,使湿纸幅横幅水分含量保持均匀,提高压榨部的脱水能力和烘缸部的干燥能力,改善湿纸幅在压榨时脱水的均匀性,降低在干燥时出现的水分差,减少后续进行的光泽压榨及压光的工作量,避免湿纸幅进入烘缸时产生翘边、起皱等纸病,有利于获得更高质量的灰纸板。
附图说明
利用附图对本发明作进一步说明,但附图中的实施例不构成对本发明的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图。
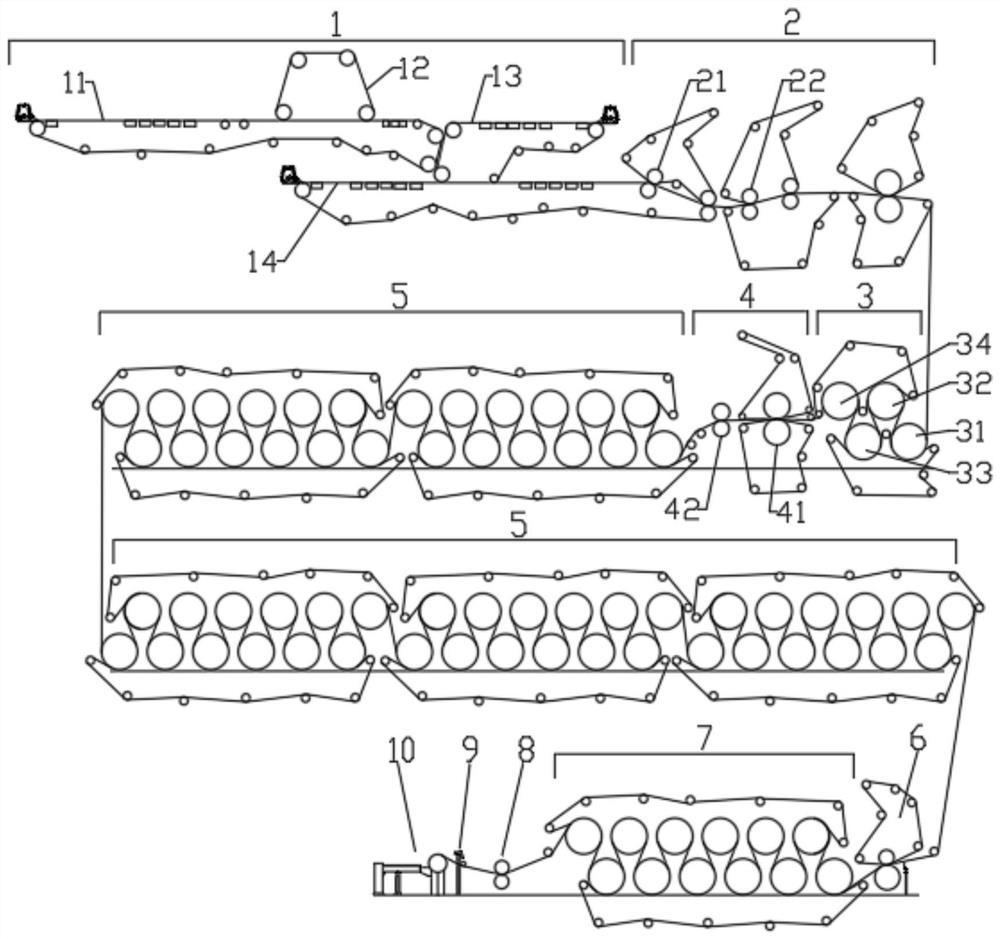
图1为本发明一种灰纸板生产设备及其生产方法的示意图。
图中所示标号表示为:1、网部;11、芯层网;12、顶网;13、面层网;14、底层网;2、前压榨部;21、预压榨辊;22、前压榨辊;3、预升温装置;31、第一烘缸;32、第二烘缸;33、第三烘缸;34、第四烘缸;4、后压榨部;41、盲孔压榨;42、石辊压榨;5、前干燥部;6、第一压光机;7、后干燥部;8、第二压光机;9、冷却装置;10、卷纸机。
具体实施方式
需要说明,若本发明实施例中有涉及方向性指示(诸如上、下、左、右、前、后……),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
下面将结合具体实施例,对本发明的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通的技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本发明的保护范围。
一种灰纸板生产设备,包括依次设置的网部1、前压榨部2、预升温装置3、后压榨部4、前干燥部5、第一压光机6、后干燥部7、第二压光机8和卷纸机10,网部1包括芯层网11、面层网13和底层网14,芯层网11和面层网13设置于底层网14的上方,芯层网11的上方设置有顶网12;前压榨部2包括依次设置的两道预压榨辊21和三道前压榨辊22,灰纸板湿纸幅在前压榨部2进行挤压脱水,提高纸幅的紧度;预升温装置3包括依次设置的第一烘缸31、第二烘缸32、第三烘缸33和第四烘缸34,灰纸板湿纸幅依次经过此四个烘缸后,纸面温度升高;后压榨部4包括第一后压榨辊41和第二后压榨辊42,灰纸板湿纸幅在后压榨部4进行进一步挤压脱水,提高纸幅的紧度和光泽度;前干燥部5包括五组双挂网排列烘缸,使灰纸板湿纸幅进行脱水干燥,形成灰纸板干纸幅;后干燥部7包括一组双挂网排列烘缸,使灰纸板干纸幅进行进一步的脱水干燥。
其中,第一压光机6采用现有的一种灰纸板光压机构(专利号:CN212199858U),将灰纸板依次进行湿压后烘干,再向灰纸板的表面喷淋雾化水后进行半湿压,再次对灰纸板进行烘干后进行光压,以此对灰纸板进行多次不同干湿程度压光整饰,而且上烘干部和下烘干部错位设置可对灰纸板均匀烘干,有效提高灰纸板的光滑平整性及光泽度;第二压光机8采用两辊式压光机,辊式压光机的工作方式通常为连续滚压式,灰纸板送到热压辊与加压辊之间的压光带下,在温度和压力的作用下,涂层贴附于压光带表面被压光,压光后的上光层逐渐冷却后形成一光亮的表面层,压光带为一经特殊处理的不锈钢环状钢带,热压辊内部装有多组远红外加热源,以提供压光中所需的热量,加压辊的压力多采用电气液压式调压系统,可精确地满足压光中对压力大小的要求,压光速度可由调速驱动电机或滑差电机实现调速控制。
具体的,卷纸机10中的卷取缸为冷缸,卷取缸内通循环冷水,使灰纸板干纸幅的温度稳定在40℃~50℃,以减少环境温度对干纸幅水分的影响、减少原纸水分蒸发,使灰纸板干纸幅的水分稳定在6%~10%之间。
优选的,第一烘缸31、第二烘缸32、第三烘缸33和第四烘缸34内均通有蒸汽,且第一烘缸31和第二烘缸32内蒸汽压力为10KPa~30KPa,缸面温度为50℃~60℃,第三烘缸33和第四烘缸34内蒸汽压力为30KPa~50KPa,缸面温度为70℃~80℃。
具体的,灰纸板湿纸幅依次经过第一烘缸31、第二烘缸32、第三烘缸33和第四烘缸34后,湿纸幅温度从40℃提升至70℃,降低了湿纸幅中水的表面张力和粘度,使湿纸幅横幅水分含量保持均匀,提高后续压榨部的脱水能力和干燥部的干燥能力,改善湿纸幅在压榨时脱水的均匀性,降低在干燥时出现的水分差,减少后续进行的光泽压榨及压光的工作量,避免湿纸幅进入烘缸时产生翘边、起皱等纸病,有利于获得更高质量的灰纸板。
优选的,预压榨辊21中的上辊为盲孔辊、下辊为真空辊或胶辊。
优选的,前两道前压榨辊22中的上辊均为盲孔辊、下辊均为真空辊或胶辊;最后一道前压榨辊22中的上辊、下辊均为盲孔辊。
优选的,第一后压榨辊41为盲孔压榨,第二后压榨辊42为石辊压榨。
优选的,第二压光机8和卷纸机10之间还设置有冷却装置9,冷却装置9包括若干个抽气机,抽气机并排设置于灰纸板干纸幅的上方,通过快速抽气,将灰纸板干纸幅散发出来的热量抽走,使灰纸板干纸幅的温度迅速降到40℃~50℃。
实施例1,以生产350g/m2灰纸板为例,一种灰纸板生产方法包括以下步骤:
(1)制浆
将面层浆原料均按以下质量分数混合:旧报纸15%、书本纸50%、纸皮35%,经碎解、除渣、除砂、筛选、浓缩、磨浆,制得面层浆;
将底层浆原料均按以下质量分数混合:旧报纸15%、书本纸50%、纸皮35%,经碎解、除渣、除砂、筛选、浓缩、磨浆,制得底层浆;
将芯层浆原料按以下质量分数混合:卡纸70%、旧箱板纸30%,混合后经碎解、除渣、除砂、筛选、浓缩、磨浆,制得芯层浆;
(2)配浆
将面层、底层浆按1:1混合,混合后加入增强剂阳离子聚丙烯酰胺,增强剂用量为20kg/吨浆,制得混合浆料,将一半混合浆料送入面层成浆池内备用,制得面层成品浆,另一半混合浆料送入底层成浆池内备用,制得底层成品浆,面层成品浆和底层成品浆的叩解度均为40°SR~85°SR;
将芯层浆按以下质量分数进行混合:芯层浆40%、填料5%、回收浆5%、自制或外购机械浆50%,混合后加入增强剂阳离子聚丙烯酰胺,增强剂用量为20kg/吨浆,配制完成后,送入芯层成浆池内备用,制得芯层成品浆,芯层成品浆的叩解度为20°SR~55°SR;
(3)成形
将面层成品浆、底层成品浆、芯层成品浆经各自流浆箱在网部上脱水成形,按面层定量20g/㎡、底层定量20g/㎡、芯层定量310g/㎡,分别进行灰纸板面层湿纸幅、底层湿纸幅和芯层湿纸幅的抄造,在网部的后半端,面层湿纸幅、芯层湿纸幅和底层湿纸幅,先后进行复合到一起,形成灰纸板湿纸幅;灰纸板湿纸幅经前压榨部挤压脱水、预升温装置加热、后压榨部挤压脱水、前干燥部干燥、第一压光机整饰纸面、后干燥部干燥、第二压光机整饰纸面、冷却装置降温和卷纸机卷取,得到灰纸板成纸。
进一步的,在面层湿纸幅与芯层湿纸幅之间及芯层湿纸幅与底层湿纸幅之间均喷淋原淀粉悬浮液,原淀粉悬浮液用量为4kg/吨浆。
实施例2:以生产500g/m2灰纸板为例,一种灰纸板生产方法,包括以下步骤:
(1)制浆
将面层浆原料均按以下质量分数混合:旧报纸20%、书本纸50%、纸皮30%,经碎解、除渣、除砂、筛选、浓缩、磨浆,制得面层浆;
将底层浆原料均按以下质量分数混合:旧报纸20%、书本纸50%、纸皮30%,经碎解、除渣、除砂、筛选、浓缩、磨浆,制得底层浆;
将芯层浆原料按以下质量分数混合:卡纸60%、旧箱板纸40%,混合后经碎解、除渣、除砂、筛选、浓缩、磨浆,制得芯层浆;
(2)配浆
将面层、底层浆按1:1混合,混合后加入增强剂阳离子聚丙烯酰胺,增强剂用量为25kg/吨浆,制得混合浆料,将一半混合浆料送入面层成浆池内备用,制得面层成品浆,另一半混合浆料送入底层成浆池内备用,制得底层成品浆,面层成品浆和底层成品浆的叩解度均为40°SR~85°SR;
将芯层浆按以下质量分数进行混合:芯层浆40%、填料10%、回收浆5%、自制或外购机械浆45%,混合后加入增强剂阳离子聚丙烯酰胺,增强剂用量为25kg/吨浆,配制完成后,送入芯层成浆池内备用,制得芯层成品浆,芯层成品浆的叩解度为20°SR~55°SR;
(3)成形
将面层成品浆、底层成品浆、芯层成品浆经各自流浆箱在网部上脱水成形,按面层定量25g/㎡、底层定量25g/㎡、芯层定量450g/㎡,分别进行灰纸板面层湿纸幅、底层湿纸幅和芯层湿纸幅的抄造,在网部的后半端,面层湿纸幅、芯层湿纸幅和底层湿纸幅,先后进行复合到一起,形成灰纸板湿纸幅;灰纸板湿纸幅经前压榨部挤压脱水、预升温装置加热、后压榨部挤压脱水、前干燥部干燥、第一压光机整饰纸面、后干燥部干燥、第二压光机整饰纸面、冷却装置降温和卷纸机卷取,得到灰纸板成纸。
进一步的,在面层湿纸幅与芯层湿纸幅之间及芯层湿纸幅与底层湿纸幅之间均喷淋原淀粉悬浮液,原淀粉悬浮液用量为6kg/吨浆。
实施例3:以生产650g/m2灰纸板为例,一种灰纸板生产方法,包括以下步骤:
(1)制浆:
将面层浆原料均按以下质量分数混合:旧报纸20%、书本纸40%、纸皮40%,经碎解、除渣、除砂、筛选、浓缩、磨浆,制得面层浆;
将底层浆原料均按以下质量分数混合:旧报纸20%、书本纸40%、纸皮40%,经碎解、除渣、除砂、筛选、浓缩、磨浆,制得底层浆;
将芯层浆原料按以下质量分数混合:卡纸50%、旧箱板纸50%,混合后经碎解、除渣、除砂、筛选、浓缩、磨浆,制得芯层浆;
(2)配浆:
将面层、底层浆按1:1混合,混合后加入增强剂阳离子聚丙烯酰胺,增强剂用量为25kg/吨浆,制得混合浆料,将一半混合浆料送入面层成浆池内备用,制得面层成品浆,另一半混合浆料送入底层成浆池内备用,制得底层成品浆,面层成品浆和底层成品浆的叩解度均为40°SR~85°SR;
将芯层浆按以下质量分数进行混合:芯层浆40%、填料15%、回收浆5%、自制或外购机械浆40%,混合后加入增强剂阳离子聚丙烯酰胺,增强剂用量为25kg/吨浆,配制完成后,送入芯层成浆池内备用,制得芯层成品浆,芯层成品浆的叩解度为20°SR~55°SR;
(3)成形
将面层成品浆、底层成品浆、芯层成品浆经各自流浆箱在网部上脱水成形,按面层定量25g/㎡、底层定量25g/㎡、芯层定量450g/㎡,分别进行灰纸板面层湿纸幅、底层湿纸幅和芯层湿纸幅的抄造,在网部的后半端,面层湿纸幅、芯层湿纸幅和底层湿纸幅,先后进行复合到一起,形成灰纸板湿纸幅;灰纸板湿纸幅经前压榨部挤压脱水、预升温装置加热、后压榨部挤压脱水、前干燥部干燥、第一压光机整饰纸面、后干燥部干燥、第二压光机整饰纸面、冷却装置降温和卷纸机卷取,得到灰纸板成纸。
进一步的,在面层湿纸幅与芯层湿纸幅之间及芯层湿纸幅与底层湿纸幅之间均喷淋原淀粉悬浮液,原淀粉悬浮液用量为6kg/吨浆。
将上述实施例1-3生产的灰纸板进行测试,结果如表1所示。
表1:实施例1-3灰纸板性能测试结果
实施例1
实施例2
实施例3
定量(g/m<sup>2</sup>)
350
500
650
厚度(μm)
600
855
1110
水分(%)
7.5
7.5
7.5
外观质量
良好
良好
良好
如表1所示,本发明生产的灰纸板,外观质量良好,不易翘曲变形,灰纸板质量高。
以上借助具体实施例对本发明做了进一步描述,但是应该理解的是,这里具体的描述,不应理解为对本发明的实质和范围的限定,本领域内的普通技术人员在阅读本说明书后对上述实施例做出的各种修改,都属于本发明所保护的范围。
- 上一篇:一种医用注射器针头装配设备
- 下一篇:一种废液排放少的瓦楞纸生产工艺