一种挤压式纤维素卷材抄纸装置
阅读说明:本技术 一种挤压式纤维素卷材抄纸装置 (Extrusion type cellulose coiled material papermaking device ) 是由 张新华 于 2021-07-08 设计创作,主要内容包括:本发明涉及一种纤维素纸卷材制造领域,尤其涉及一种挤压式纤维素卷材抄纸装置。本发明的技术问题是:提供一种挤压式纤维素卷材抄纸装置。本发明的技术实施方案为:一种挤压式纤维素卷材抄纸装置,包括有支撑框板、储浆罐、工作台、人工通道平开门和运行控制屏等;支撑框板与工作台进行螺栓连接。本发明实现了使用抄纸法对纤维素卷材的机械化生产,提升了效率并增加产量,以及对纤维素原浆的横向扫平使纤维素纸薄厚均匀,滤水时采用双层纱网对纤维素原浆进行包裹挤压以避免纤维素纤维随水流动而造成纤维素纸产生空洞,对纤维素纸的低温烘干以保证纤维素纸质量符合要求的效果。(The invention relates to the field of cellulose paper coiled material manufacturing, in particular to an extrusion type cellulose coiled material papermaking device. The technical problem of the invention is that: provides a squeezing type cellulose coiled material papermaking device. The technical implementation scheme of the invention is as follows: a squeezing type cellulose coiled material papermaking device comprises a supporting frame plate, a pulp storage tank, a workbench, a manual channel vertical hinged door, an operation control screen and the like; the support frame plate is connected with the workbench through bolts. The invention realizes the mechanized production of the cellulose coiled material by using the papermaking method, improves the efficiency and increases the yield, and horizontally sweeps the cellulose raw stock to ensure that the cellulose paper has uniform thickness, adopts the double-layer gauze to wrap and extrude the cellulose raw stock during water filtration to avoid the cellulose fiber from generating cavities caused by the flowing of the cellulose fiber along with water, and dries the cellulose paper at low temperature to ensure that the quality of the cellulose paper meets the requirements.)
技术领域
本发明涉及一种纤维素纸卷材制造领域,尤其涉及一种挤压式纤维素卷材抄纸装置。
背景技术
纤维素是由葡萄糖组成的大分子多糖。不溶于水及一般有机溶剂。是植物细胞壁的主要成分。纤维素是自然界中分布最广、含量最多的一种多糖,占植物界碳含量的50%以上。棉花的纤维素含量接近100%,为天然的最纯纤维素来源。一般木材中,纤维素占40~50%,还有10~30%的半纤维素和20~30%的木质素。
目前,现有技术采用人工抄纸法或机械抄纸法制造纤维素板材或纤维素卷材,在两种技术中人工抄纸效率低,且产量少,不能满足工业需求,机械抄纸由于采用直接喷浆会造成纤维素纤维分布不均使得纤维素纸各处薄厚不一,采用单层纱网滤水会造成纤维素纤维随水流动造成纤维素纸出现空洞,由于采用直接加热,使得加热筒表面温度过高,会对纤维素纸造成损伤,使得成品质量不能达标。
针对上述问题,我们提出了一种挤压式纤维素卷材抄纸装置。
发明内容
为了克服现有技术采用人工抄纸法或机械抄纸法制造纤维素板材或纤维素卷材,在两种技术中人工抄纸效率低,且产量少,不能满足工业需求,机械抄纸由于采用直接喷浆会造成纤维素纤维分布不均使得纤维素纸各处薄厚不一,采用单层纱网滤水会造成纤维素纤维随水流动造成纤维素纸出现空洞,由于采用直接加热,使得加热筒表面温度过高,会对纤维素纸造成损伤,使得成品质量不能达标的缺点,本发明的技术问题是:提供一种挤压式纤维素卷材抄纸装置。
本发明的技术实施方案为:一种挤压式纤维素卷材抄纸装置,包括有支撑框板、储浆罐、工作台、人工通道平开门、运行控制屏、第一转轴杆、出浆机构、滚压脱水机构和低温烘干机构;支撑框板与工作台进行螺栓连接;支撑框板与人工通道平开门进行转动连接;支撑框板与运行控制屏进行螺栓连接;支撑框板与第一转轴杆进行转动连接;出浆机构安装于支撑框板上方;滚压脱水机构安装于支撑框板内侧;低温烘干机构安装于支撑框板内侧;储浆罐与工作台进行螺栓连接;出浆机构安装于工作台上方;滚压脱水机构安装于工作台上方;低温烘干机构安装于工作台上方;出浆机构以较快的速度将纤维素原浆均匀持续的喷出至滚压脱水机构上;滚压脱水机构利用上下两层滤网对落入的纤维素原浆进行挤压滤水处理,以及对初步成型的纤维素纸进行多次滚压脱水得到纤维素纸湿材,低温烘干机构将对脱水后的湿材进行不高于八十五摄氏度烘干处理。
在本发明一个较佳实施例中,出浆机构包括有输浆管、出浆箱、横向扫平机构和滚轴杆;输浆管与储浆罐进行套接;出浆箱与输浆管进行套接;横向扫平机构安装于出浆箱出浆口端;出浆箱与滚轴杆进行转动连接;出浆箱与工作台进行螺栓连接。
在本发明一个较佳实施例中,滚压脱水机构包括有第一纱网、第二纱网、废水收集箱、第一承载机构、第二承载机构和滚压机构;第一纱网部分外表面与第二纱网部分外表面互相接触;第一纱网与第一承载机构进行传动连接;第二纱网与第二承载机构进行传动连接;废水收集箱与工作台进行螺栓连接;第一承载机构安装于支撑框板内侧;第一承载机构安装于工作台上方;第二承载机构安装于支撑框板内侧;第二承载机构安装于工作台上方;滚压机构安装于支撑框板内侧;滚压机构安装于工作台上方。
在本发明一个较佳实施例中,低温烘干机构包括有第四支撑板架、第四电机、第二转轴杆、第十一传动轮、第十二传动轮、第三转轴杆、水循环加热筒、第十三传动轮、第十四传动轮、第五电机、第五支撑板架、注水管和排水管;第四支撑板架与工作台进行螺栓连接;第四支撑板架外侧电机座与第四电机进行螺栓连接;第四电机输出轴与第二转轴杆进行固接;第二转轴杆与第十一传动轮进行固接;第二转轴杆与支撑框板进行转动连接;第十一传动轮外环面通过皮带与第十二传动轮外环面进行传动连接;第十二传动轮与第三转轴杆进行固接;第三转轴杆与支撑框板进行转动连接;水循环加热筒与支撑框板进行转动连接;水循环加热筒与注水管进行转动连接;水循环加热筒与排水管进行转动连接;水循环加热筒与第十三传动轮进行固接;第十三传动轮外环面通过皮带第十四传动轮外环面进行传动连接;第十四传动轮与第五电机输出轴进行固接;第五电机与第五支撑板架外侧电机座进行螺栓连接;第五支撑板架与工作台进行螺栓连接。
在本发明一个较佳实施例中,还包括有卷料机构,卷料机构包括有第一卷料架、卷料轴杆、第二卷料架、第六支撑板架、第六电机和开槽转轴杆;第一卷料架与工作台进行螺栓连接;第一卷料架与卷料轴杆进行插接;第一卷料架与开槽转轴杆进行转动连接;卷料轴杆与第二卷料架进行转动连接;卷料轴杆与开槽转轴杆进行插接;第二卷料架与工作台进行螺栓连接;第六支撑板架与工作台进行螺栓连接;第六支撑板架外侧电机座与第六电机进行螺栓连接;第六电机输出轴与开槽转轴杆进行固接。
在本发明一个较佳实施例中,横向扫平机构包括有横耙、滚子、椭圆滚轮、小电机、电机座、压缩弹簧和弹簧支架;横耙与出浆箱进行滑动连接;横耙与滚子进行转动连接;滚子与椭圆滚轮进行传动连接;椭圆滚轮与小电机输出轴进行固接;小电机与电机座进行螺栓连接;电机座与支撑框板进行螺栓连接;压缩弹簧与横耙侧端圆柱进行套接;压缩弹簧与弹簧支架相接触;横耙与弹簧支架进行滑动连接;弹簧支架与支撑框板进行螺栓连接。
在本发明一个较佳实施例中,第一承载机构包括有第一支撑板架、第一电机、第一支撑轴杆、第一传动轮、第二传动轮、第二支撑轴杆、第三传动轮、第三支撑轴杆、第四传动轮、第四支撑轴杆、第五传动轮、第五支撑轴杆、第六传动轮、第六支撑轴杆、第七传动轮和第七支撑轴杆;第一支撑板架与工作台进行螺栓连接;第一支撑板架外侧电机座与第一电机进行螺栓连接;第一电机输出轴与第一支撑轴杆进行固接;第一支撑轴杆与第一传动轮进行固接;第一支撑轴杆与支撑框板进行转动连接;第一传动轮外环面通过皮带与第二传动轮外环面进行传动连接;第二传动轮与第二支撑轴杆进行固接;第二传动轮外环面通过皮带与第三传动轮外环面进行传动连接;第二支撑轴杆与支撑框板进行转动连接;第三传动轮与第三支撑轴杆进行固接;第三支撑轴杆与支撑框板进行转动连接;第三传动轮外环面通过皮带与第四传动轮外环面进行传动连接;第四传动轮与第四支撑轴杆进行固接;第四支撑轴杆与支撑框板进行转动连接;第四传动轮外环面通过皮带与第五传动轮外环面进行传动连接;第五传动轮与第五支撑轴杆进行固接;第五支撑轴杆与支撑框板进行转动连接;第五传动轮外环面通过皮带与第六传动轮外环面进行传动连接;第六传动轮与第六支撑轴杆进行固接;第六支撑轴杆与支撑框板进行转动连接;第六传动轮外环面通过皮带与第七传动轮外环面进行传动连接;第七传动轮与第七支撑轴杆进行固接;第七支撑轴杆与支撑框板进行转动连接。
在本发明一个较佳实施例中,第二承载机构包括有第二支撑板架、第二电机、第八支撑轴杆、第八传动轮、第九传动轮、第九支撑轴杆、第十传动轮和第十支撑轴杆;第二支撑板架与工作台进行螺栓连接;第二支撑板架外侧电机座与第二电机进行螺栓连接;第二电机输出轴与第八支撑轴杆进行固接;第八支撑轴杆与第八传动轮进行固接;第八支撑轴杆与支撑框板进行转动连接;第八传动轮外环面通过皮带与第九传动轮外环面进行传动连接;第九传动轮与第九支撑轴杆进行固接;第九支撑轴杆与支撑框板进行转动连接;第九传动轮外环面通过皮带与第十传动轮外环面进行传动连接;第十传动轮与第十支撑轴杆进行固接;第十支撑轴杆与支撑框板进行转动连接。
在本发明一个较佳实施例中,滚压机构包括有第三支撑板架、第三电机、第一滚压轴杆、第一平齿轮、第二平齿轮、第二滚压轴杆、第三平齿轮、第三滚压轴杆、第四平齿轮、第四滚压轴杆、第五平齿轮和第五滚压轴杆;第三支撑板架与工作台进行螺栓连接;第三支撑板架外侧电机座与第三电机进行螺栓连接;第三电机输出轴与第一滚压轴杆进行固接;第一滚压轴杆与支撑框板进行转动连接;第一滚压轴杆与第一平齿轮进行固接;第一平齿轮与第二平齿轮进行啮合;第二平齿轮与第二滚压轴杆进行固接;第二滚压轴杆与支撑框板进行转动连接;第二平齿轮与第三平齿轮进行啮合;第三平齿轮与第三滚压轴杆进行固接;第三滚压轴杆与支撑框板进行转动连接;第三平齿轮与第四平齿轮进行啮合;第四平齿轮与第四滚压轴杆进行固接;第四滚压轴杆与支撑框板进行转动连接;第四平齿轮与第五平齿轮进行啮合;第五平齿轮与第五滚压轴杆进行固接;第五滚压轴杆与支撑框板进行转动连接。
在本发明一个较佳实施例中,水循环加热筒与注水管和排水管进行转动连接的缝隙采用涂有聚四氟乙烯的橡胶垫圈进行密封。
与现有技术相比,本发明具有以下优点:
第一、为解决目前,现有技术采用人工抄纸法或机械抄纸法制造纤维素板材或纤维素卷材,在两种技术中人工抄纸效率低,且产量少,不能满足工业需求,机械抄纸由于采用直接喷浆会造成纤维素纤维分布不均使得纤维素纸各处薄厚不一,采用单层纱网滤水会造成纤维素纤维随水流动造成纤维素纸出现空洞,由于采用直接加热,使得加热筒表面温度过高,会对纤维素纸造成损伤,使得成品质量不能达标的问题;
第二、设计了出浆机构,滚压脱水机构,低温烘干机构和卷料机构在使用时首先控制出浆机构喷出均匀纤维素原浆,然后控制滚压脱水机构对原浆进行筛水挤压和滚压形成湿纤维素纸,然后控制低温烘干机构对湿纤维素纸进行烘干,最后通过卷料机构进行辊卷成纤维素纸卷材;
第三、实现了使用抄纸法对纤维素卷材的机械化生产,提升了效率并增加产量,以及对纤维素原浆的横向扫平使纤维素纸薄厚均匀,滤水时采用双层纱网对纤维素原浆进行包裹挤压以避免纤维素纤维随水流动而造成纤维素纸产生空洞,对纤维素纸的低温烘干以保证纤维素纸质量符合要求的效果。
附图说明
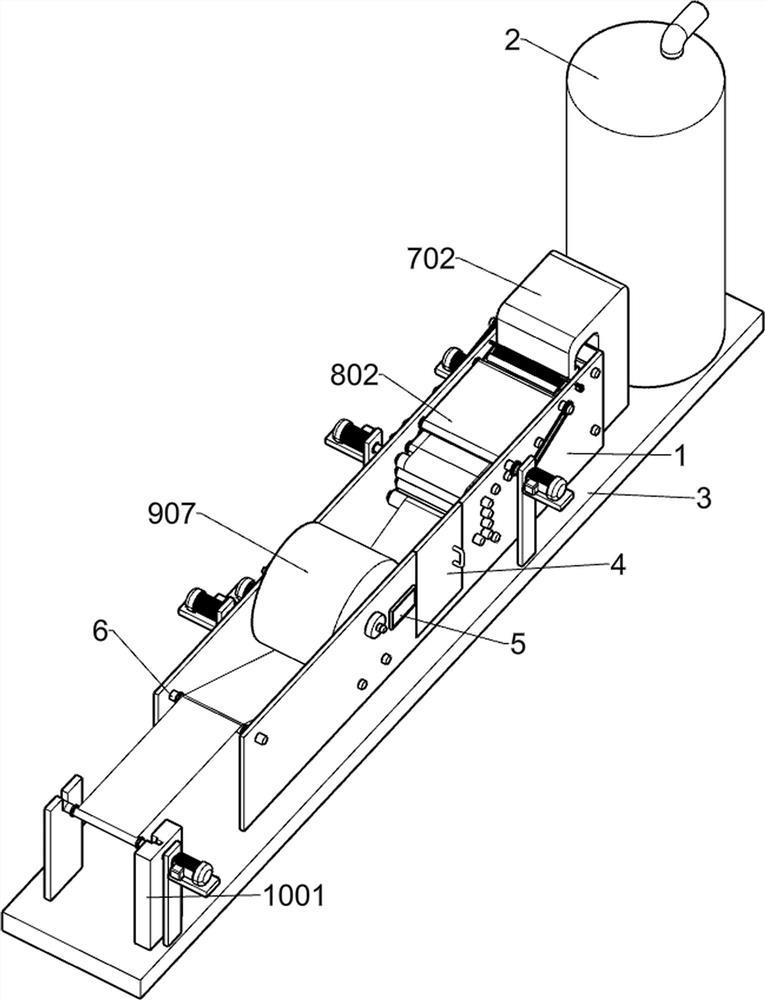
图1为本发明的立体结构示意图;
图2为本发明的出的浆机构立体结构示意图;
图3为本发明的滚压脱水机构立体结构示意图;
图4为本发明的低温烘干机构立体结构示意图;
图5为本发明的卷料机构立体结构示意图;
图6为本发明的卷料机构立体结构爆炸图;
图7为本发明的横向扫平机构立体结构示意图;
图8为本发明的横向扫平机构第一部分立体结构示意图;
图9为本发明的横向扫平机构第二部分立体结构示意图;
图10为本发明的第一纱网承载机构立体结构示意图;
图11为本发明的第二纱网承载机构立体结构示意图;
图12为本发明的滚压机构立体结构示意图。
其中,上述附图包括以下附图标记:1、支撑框板,2、储浆罐,3、工作台,4、人工通道平开门,5、运行控制屏,6、第一转轴杆,701、输浆管,702、出浆箱,703、横向扫平机构,704、滚轴杆,801、第一纱网,802、第二纱网,803、废水收集箱,804、第一承载机构,805、第二承载机构,806、滚压机构,901、第四支撑板架,902、第四电机,903、第二转轴杆,904、第十一传动轮,905、第十二传动轮,906、第三转轴杆,907、水循环加热筒,908、第十三传动轮,909、第十四传动轮,910、第五电机,911、第五支撑板架,912、注水管,913、排水管,1001、第一卷料架,1002、卷料轴杆,1003、第二卷料架,1004、第六支撑板架,1005、第六电机,1006、开槽转轴杆,70301、横耙,70302、滚子,70303、椭圆滚轮,70304、小电机,70305、电机座,70306、压缩弹簧,70307、弹簧支架,80401、第一支撑板架,80402、第一电机,80403、第一支撑轴杆,80404、第一传动轮,80405、第二传动轮,80406、第二支撑轴杆,80407、第三传动轮,80408、第三支撑轴杆,80409、第四传动轮,80410、第四支撑轴杆,80411、第五传动轮,80412、第五支撑轴杆,80413、第六传动轮,80414、第六支撑轴杆,80415、第七传动轮,80416、第七支撑轴杆,80501、第二支撑板架,80502、第二电机,80503、第八支撑轴杆,80504、第八传动轮,80505、第九传动轮,80506、第九支撑轴杆,80507、第十传动轮,80508、第十支撑轴杆,80601、第三支撑板架,80602、第三电机,80603、第一滚压轴杆,80604、第一平齿轮,80605、第二平齿轮,80606、第二滚压轴杆,80607、第三平齿轮,80608、第三滚压轴杆,80609、第四平齿轮,80610、第四滚压轴杆,80611、第五平齿轮,80612、第五滚压轴杆。
具体实施方式
首先要指出,在不同描述的实施方式中,相同部件设有相同的附图标记或者说相同的构件名称,其中,在整个说明书中包含的公开内容能够按意义转用到具有相同的附图标记或者说相同的构件名称的相同部件上。在说明书中所选择的位置说明、例如上、下、侧向等等也参考直接描述的以及示出的附图并且在位置改变时按意义转用到新的位置上。
实施例
一种挤压式纤维素卷材抄纸装置,如图1所示,包括有支撑框板1、储浆罐2、工作台3、人工通道平开门4、运行控制屏5、第一转轴杆6、出浆机构、滚压脱水机构和低温烘干机构;支撑框板1与工作台3进行螺栓连接;支撑框板1与人工通道平开门4进行转动连接;支撑框板1与运行控制屏5进行螺栓连接;支撑框板1与第一转轴杆6进行转动连接;出浆机构安装于支撑框板1上方;滚压脱水机构安装于支撑框板1内侧;低温烘干机构安装于支撑框板1内侧;储浆罐2与工作台3进行螺栓连接;出浆机构安装于工作台3上方;滚压脱水机构安装于工作台3上方;低温烘干机构安装于工作台3上方;出浆机构以较快的速度将纤维素原浆均匀持续的喷出至滚压脱水机构上;滚压脱水机构利用上下两层滤网对落入的纤维素原浆进行挤压滤水处理,以及对初步成型的纤维素纸进行多次滚压脱水得到纤维素纸湿材,低温烘干机构将对脱水后的湿材进行不高于八十五摄氏度烘干处理。
在使用抄纸工艺制造纤维素纸卷材装置时,首先将装置进行组装,此时所有机构都位于工作台3顶端,然后接通电源打开运行控制屏5并启动装置,然后将纤维素原浆注入储浆罐2,然后进行作业,控制储浆罐2将纤维素原浆泵入出浆机构,然后控制出浆机构将纤维素原浆均匀喷流在滚压脱水机构上,经滚压脱水机构初步脱水形成湿材并具有一定的抗拉性,然后打开位于支撑框板1侧面的人工通道平开门4工人进入装置内滚压脱水机构与低温烘干机构间,将湿材绕入滚压脱水机构和低温烘干机构,然后湿材经低温烘干机构烘干,然后工人从尾端进入将烘干的纤维素纸首端绕过第一转轴杆6顶端固定在卷料机构上,经卷料机构卷料形成纤维纸卷材,待卷满后将纤维素纸裁断,并将卷材从装置上调离,安装新卷轴继续作业,实现了使用抄纸法对纤维素卷材的机械化生产,提升了效率并增加产量,以及对纤维素原浆的横向扫平使纤维素纸薄厚均匀,滤水时采用双层纱网对纤维素原浆进行包裹挤压以避免纤维素纤维随水流动而造成纤维素纸产生空洞,对纤维素纸的低温烘干以保证纤维素纸质量符合要求的效果。
如图2所示,出浆机构包括有输浆管701、出浆箱702、横向扫平机构703和滚轴杆704;输浆管701与储浆罐2进行套接;出浆箱702与输浆管701进行套接;横向扫平机构703安装于出浆箱702出浆口端;出浆箱702与滚轴杆704进行转动连接;出浆箱702与工作台3进行螺栓连接。
首先控制储浆罐2将纤维素原浆通过输浆管701泵入出浆箱702,同时控制滚压脱水机构开始工作,待出浆箱702被注满后纤维素原浆会均匀的从出浆口喷出到滚压脱水机构上,然后滚压脱水机构工作使原浆背离出浆箱702方向运动,然后控制横向扫平机构703将原浆进行横向扫平,使得横向纤维素分布均匀,然后纤维素再经滚轴杆704滚压,使得纤维素纵向分布均匀,完成了对纤维素原浆的均匀喷出和平整分布。
如图3所示,滚压脱水机构包括有第一纱网801、第二纱网802、废水收集箱803、第一承载机构804、第二承载机构805和滚压机构806;第一纱网801部分外表面与第二纱网802部分外表面互相接触;第一纱网801与第一承载机构804进行传动连接;第二纱网802与第二承载机构805进行传动连接;废水收集箱803与工作台3进行螺栓连接;第一承载机构804安装于支撑框板1内侧;第一承载机构804安装于工作台3上方;第二承载机构805安装于支撑框板1内侧;第二承载机构805安装于工作台3上方;滚压机构806安装于支撑框板1内侧;滚压机构806安装于工作台3上方。
首先分别控制第一承载机构804转动和第二承载机构805同时转动,进而第一承载机构804转动带动第一纱网801转动,进而第二承载机构805转动带动第二纱网802转动,然后出浆箱702将纤维素原浆均匀喷流在第一纱网801上,然后分别经横向扫平机构703和滚轴杆704的横向及纵向扫平,同时第一纱网801将原浆中的大部分水分筛出,然后第二纱网802覆盖于原浆上方,并与第一纱网801一起夹紧原浆,然后经挤压脱水的纤维素形成湿材,并具有一定的抗拉性,然后第二纱网802向上自动剥离,然后工人从人工通道平开门4进入装置将湿材剥离并绕入滚压机构806内,经滚压机构806进一步挤压脱水形成湿纤维素纸,此过程中产生的废水均滴入下方废水收集箱803中,完成了对纤维素原浆的滚压脱水。
如图4所示,低温烘干机构包括有第四支撑板架901、第四电机902、第二转轴杆903、第十一传动轮904、第十二传动轮905、第三转轴杆906、水循环加热筒907、第十三传动轮908、第十四传动轮909、第五电机910、第五支撑板架911、注水管912和排水管913;第四支撑板架901与工作台3进行螺栓连接;第四支撑板架901外侧电机座70305与第四电机902进行螺栓连接;第四电机902输出轴与第二转轴杆903进行固接;第二转轴杆903与第十一传动轮904进行固接;第二转轴杆903与支撑框板1进行转动连接;第十一传动轮904外环面通过皮带与第十二传动轮905外环面进行传动连接;第十二传动轮905与第三转轴杆906进行固接;第三转轴杆906与支撑框板1进行转动连接;水循环加热筒907与支撑框板1进行转动连接;水循环加热筒907与注水管912进行转动连接;水循环加热筒907与排水管913进行转动连接;水循环加热筒907与第十三传动轮908进行固接;第十三传动轮908外环面通过皮带第十四传动轮909外环面进行传动连接;第十四传动轮909与第五电机910输出轴进行固接;第五电机910与第五支撑板架911外侧电机座70305进行螺栓连接;第五支撑板架911与工作台3进行螺栓连接。
首先启动水循环装置将低于八十五摄氏度的温水从注水管912注入水循环加热筒907,并从排水管913流出,以此对水循环加热筒907进行加热,然后工人从人工通道平开门4进入装置将湿材剥离并绕入滚压机构806内,经滚压机构806进一步挤压脱水形成湿纤维素纸,然后工人将湿纤维素纸绕入低温烘干机构,然后控制第四电机902转动,进而第四电机902转动带动第二转轴杆903转动,进而第二转轴杆903转动带动湿纤维素纸绕入低温烘干机构,同时控制第五电机910转动,进而第五电机910转动带动第十四传动轮909转动,进而第十四传动轮909转动通过皮带带动第十三传动轮908转动,进而第十三传动轮908转动带动水循环加热筒907转动,进而水循环加热筒907转动带动湿纤维素纸转动并被低温烘干,进而第二转轴杆903转动带动第十一传动轮904转动,进而第十一传动轮904转动通过皮带带动第十二传动轮905,进而第十二传动轮905转动带动第三转轴杆906转动,进而第三转轴杆906转动带动烘干的纤维素纸绕出低温烘干机构,此时纤维素纸不断从第二转轴杆903底端绕入在第二转轴杆903上再从第二转轴杆903顶端绕出,然后再从水循环加热筒907下方绕入在水循环加热筒907上经过水循环加热筒907顶端再从水循环加热筒907下方绕出,然后再从第三转轴杆906顶端绕入在第三转轴杆906上再从第三转轴杆906底端绕出,完成了对湿纤维素纸的低温烘干。
如图5-6所示,还包括有卷料机构,卷料机构包括有第一卷料架1001、卷料轴杆1002、第二卷料架1003、第六支撑板架1004、第六电机1005和开槽转轴杆1006;第一卷料架1001与工作台3进行螺栓连接;第一卷料架1001与卷料轴杆1002进行插接;第一卷料架1001与开槽转轴杆1006进行转动连接;卷料轴杆1002与第二卷料架1003进行转动连接;卷料轴杆1002与开槽转轴杆1006进行插接;第二卷料架1003与工作台3进行螺栓连接;第六支撑板架1004与工作台3进行螺栓连接;第六支撑板架1004外侧电机座70305与第六电机1005进行螺栓连接;第六电机1005输出轴与开槽转轴杆1006进行固接。
首先开槽转轴杆1006的槽竖直与第一卷料架1001上端槽对齐,控制吊机调入卷料轴杆1002并使得侧端插头竖直对齐第一卷料架1001上端槽并插入槽内,此时卷料轴杆1002轴心线与开槽转轴杆1006轴心线在同一条直线,工人将经低温烘干机构烘干的纤维素纸首端绕过第一转轴杆6顶端并固定在卷料轴杆1002上,然后控制第六电机1005转动,进而第六电机1005转动带动开槽转轴杆1006转动,进而开槽转轴杆1006转动带动卷料轴杆1002转动,进而卷料轴杆1002转动将纤维素纸辊卷成纤维素纸卷材,待辊卷完毕后控制第六电机1005停止转动使开槽转轴杆1006的槽竖直与第一卷料架1001上端槽对齐,然后控制吊机将卷材调走并调入新的卷料轴杆1002,完成了对纤维素纸的辊卷。
如图7-9所示,横向扫平机构703包括有横耙70301、滚子70302、椭圆滚轮70303、小电机70304、电机座70305、压缩弹簧70306和弹簧支架70307;横耙70301与出浆箱702进行滑动连接;横耙70301与滚子70302进行转动连接;滚子70302与椭圆滚轮70303进行传动连接;椭圆滚轮70303与小电机70304输出轴进行固接;小电机70304与电机座70305进行螺栓连接;电机座70305与支撑框板1进行螺栓连接;压缩弹簧70306与横耙70301侧端圆柱进行套接;压缩弹簧70306与弹簧支架70307相接触;横耙70301与弹簧支架70307进行滑动连接;弹簧支架70307与支撑框板1进行螺栓连接。
首先控制出浆箱702将纤维素原浆均匀喷流到第一纱网801上,然后控制小电机70304转动,进而小电机70304转动带动椭圆滚轮70303转动,进而椭圆滚轮70303转动推动滚子70302向压缩弹簧70306端移动,进而滚子70302移动推动横耙70301向同方向滑动,进而横耙70301滑动压缩压缩弹簧70306,待椭圆滚轮70303转动四分之一个周期后压缩弹簧70306反弹,进而压缩弹簧70306反弹推动横耙70301和滚子70302反方向滑动,待椭圆滚轮70303再次转动四分之一个周期后椭圆滚轮70303转动再次推动滚子70302和横耙70301向压缩弹簧70306端移动以此往复,进而使横耙70301不断横向往复滑动将第一纱网801上的纤维素原浆横向扫平,完成了对纤维素原浆的横向扫平。
如图10所示,第一承载机构804包括有第一支撑板架80401、第一电机80402、第一支撑轴杆80403、第一传动轮80404、第二传动轮80405、第二支撑轴杆80406、第三传动轮80407、第三支撑轴杆80408、第四传动轮80409、第四支撑轴杆80410、第五传动轮80411、第五支撑轴杆80412、第六传动轮80413、第六支撑轴杆80414、第七传动轮80415和第七支撑轴杆80416;第一支撑板架80401与工作台3进行螺栓连接;第一支撑板架80401外侧电机座70305与第一电机80402进行螺栓连接;第一电机80402输出轴与第一支撑轴杆80403进行固接;第一支撑轴杆80403与第一传动轮80404进行固接;第一支撑轴杆80403与支撑框板1进行转动连接;第一传动轮80404外环面通过皮带与第二传动轮80405外环面进行传动连接;第二传动轮80405与第二支撑轴杆80406进行固接;第二传动轮80405外环面通过皮带与第三传动轮80407外环面进行传动连接;第二支撑轴杆80406与支撑框板1进行转动连接;第三传动轮80407与第三支撑轴杆80408进行固接;第三支撑轴杆80408与支撑框板1进行转动连接;第三传动轮80407外环面通过皮带与第四传动轮80409外环面进行传动连接;第四传动轮80409与第四支撑轴杆80410进行固接;第四支撑轴杆80410与支撑框板1进行转动连接;第四传动轮80409外环面通过皮带与第五传动轮80411外环面进行传动连接;第五传动轮80411与第五支撑轴杆80412进行固接;第五支撑轴杆80412与支撑框板1进行转动连接;第五传动轮80411外环面通过皮带与第六传动轮80413外环面进行传动连接;第六传动轮80413与第六支撑轴杆80414进行固接;第六支撑轴杆80414与支撑框板1进行转动连接;第六传动轮80413外环面通过皮带与第七传动轮80415外环面进行传动连接;第七传动轮80415与第七支撑轴杆80416进行固接;第七支撑轴杆80416与支撑框板1进行转动连接。
首先控制滚压脱水机构工作,既控制第一承载机构804转动,首先控制第一电机80402转动,进而第一电机80402转动带动第一支撑轴杆80403转动,进而第一支撑轴杆80403转动带动第一传动轮80404转动,第一传动轮80404转动通过皮带带动第二传动轮80405转动,进而第二传动轮80405转动带动第二支撑轴杆80406转动,进而第二传动轮80405转动通过皮带带动第三传动轮80407转动,进而第三传动轮80407转动带动第三支撑轴杆80408转动,进而第三传动轮80407转动通过皮带带动第四传动轮80409转动,进而第四传动轮80409转动带动第四支撑轴杆80410转动,进而第四传动轮80409转动通过皮带带动第五传动轮80411转动,进而第五传动轮80411转动带动第五支撑轴杆80412转动,进而第五传动轮80411转动通过皮带带动第六传动轮80413转动,进而第六传动轮80413转动带动第六支撑轴杆80414带动,进而第六传动轮80413转动通过皮带带动第七传动轮80415转动,进而第七传动轮80415转动带动第七支撑轴杆80416转动,进而第一支撑轴杆80403、第二支撑轴杆80406、第三支撑轴杆80408、第四支撑轴杆80410、第五支撑轴杆80412、第六支撑轴杆80414和第七支撑轴杆80416同步转动带动第一纱网801转动,同时第四支撑轴杆80410与第二承载机构805挤压第一纱网801和第二纱网802间的纤维素原浆使其脱水。
如图11所示,第二承载机构805包括有第二支撑板架80501、第二电机80502、第八支撑轴杆80503、第八传动轮80504、第九传动轮80505、第九支撑轴杆80506、第十传动轮80507和第十支撑轴杆80508;第二支撑板架80501与工作台3进行螺栓连接;第二支撑板架80501外侧电机座70305与第二电机80502进行螺栓连接;第二电机80502输出轴与第八支撑轴杆80503进行固接;第八支撑轴杆80503与第八传动轮80504进行固接;第八支撑轴杆80503与支撑框板1进行转动连接;第八传动轮80504外环面通过皮带与第九传动轮80505外环面进行传动连接;第九传动轮80505与第九支撑轴杆80506进行固接;第九支撑轴杆80506与支撑框板1进行转动连接;第九传动轮80505外环面通过皮带与第十传动轮80507外环面进行传动连接;第十传动轮80507与第十支撑轴杆80508进行固接;第十支撑轴杆80508与支撑框板1进行转动连接。
首先控制滚压脱水机构工作,即控制第二承载机构805转动,首先控制第二电机80502转动,进而第二电机80502转动带动第八支撑轴杆80503转动,进而第八支撑轴杆80503转动带动第八传动轮80504转动,进而第八传动轮80504转动通过皮带带动第九传动轮80505转动,进而第九传动轮80505转动带动第九支撑轴杆80506转动,进而第九传动轮80505转动通过皮带带动第十传动轮80507转动,进而第十传动轮80507转动带动第十支撑轴杆80508转动,进而第八支撑轴杆80503、第九支撑轴杆80506和第十支撑轴杆80508同步转动带动第二纱网802转动,同时第九支撑轴杆80506和第四支撑轴杆80410同时挤压第一纱网801和第二纱网802间的纤维素原浆使其脱水。
如图12所示,滚压机构806包括有第三支撑板架80601、第三电机80602、第一滚压轴杆80603、第一平齿轮80604、第二平齿轮80605、第二滚压轴杆80606、第三平齿轮80607、第三滚压轴杆80608、第四平齿轮80609、第四滚压轴杆80610、第五平齿轮80611和第五滚压轴杆80612;第三支撑板架80601与工作台3进行螺栓连接;第三支撑板架80601外侧电机座70305与第三电机80602进行螺栓连接;第三电机80602输出轴与第一滚压轴杆80603进行固接;第一滚压轴杆80603与支撑框板1进行转动连接;第一滚压轴杆80603与第一平齿轮80604进行固接;第一平齿轮80604与第二平齿轮80605进行啮合;第二平齿轮80605与第二滚压轴杆80606进行固接;第二滚压轴杆80606与支撑框板1进行转动连接;第二平齿轮80605与第三平齿轮80607进行啮合;第三平齿轮80607与第三滚压轴杆80608进行固接;第三滚压轴杆80608与支撑框板1进行转动连接;第三平齿轮80607与第四平齿轮80609进行啮合;第四平齿轮80609与第四滚压轴杆80610进行固接;第四滚压轴杆80610与支撑框板1进行转动连接;第四平齿轮80609与第五平齿轮80611进行啮合;第五平齿轮80611与第五滚压轴杆80612进行固接;第五滚压轴杆80612与支撑框板1进行转动连接。
首先控制滚压脱水机构工作,即控制滚压机构806转动,首先控制第三电机80602转动,进而第三电机80602转动带动第一滚压轴杆80603转动,进而第一滚压轴杆80603转动带动第一平齿轮80604转动,进而第一平齿轮80604转动带动第二平齿轮80605转动,进而第二平齿轮80605转动带动第二滚压轴杆80606转动,进而第二平齿轮80605转动带动第三平齿轮80607转动,进而第三平齿轮80607转动带动第三滚压轴杆80608转动,进而第三平齿轮80607转动带动第四平齿轮80609转动,进而第四平齿轮80609转动带动第四滚压轴杆80610转动,进而第四平齿轮80609转动带动第五平齿轮80611转动,进而第五平齿轮80611转动带动第五滚压轴杆80612转动,然后工人从人工通道平开门4进入装置将湿材剥离并从第一滚压轴杆80603顶端背离第一纱网801方向沿蛇形绕入第一滚压轴杆80603和第二滚压轴杆80606夹缝,并分别穿过第二滚压轴杆80606和第三滚压轴杆80608、第三滚压轴杆80608和第四滚压轴杆80610、第四滚压轴杆80610和第五滚压轴杆80612所组成的夹缝,最后穿过第四滚压轴杆80610和第五滚压轴杆80612所组成的夹缝从第五滚压轴杆80612顶端沿背离第一纱网801方向绕出,通过第一滚压轴杆80603、第二滚压轴杆80606、第三滚压轴杆80608、第四滚压轴杆80610和第五滚压轴杆80612共同挤压使得湿材进一步脱水,完成了对湿材的滚压脱水。
如图4所示,水循环加热筒907与注水管912和排水管913进行转动连接的缝隙采用涂有聚四氟乙烯的橡胶垫圈进行密封。
以便于保证注水管912和排水管913与水循环加热筒907在进行转动时的密闭性,防止循环水从缝隙渗出和减小转动时的摩擦力。
尽管已经参照本公开的特定示例性实施例示出并描述了本公开,但是本领域技术人员应该理解,在不背离所附权利要求及其等同物限定的本公开的精神和范围的情况下,可以对本公开进行形式和细节上的多种改变。因此,本公开的范围不应该限于上述实施例,而是应该不仅由所附权利要求来进行确定,还由所附权利要求的等同物来进行限定。
- 上一篇:一种医用注射器针头装配设备
- 下一篇:一种灰纸板生产设备及其生产方法