阻燃、耐熔融金属冲击面料及其制备系统、制备方法
阅读说明:本技术 阻燃、耐熔融金属冲击面料及其制备系统、制备方法 (Flame-retardant and molten metal impact-resistant fabric and preparation system and preparation method thereof ) 是由 李振 管宝莲 张洪波 赵艳艳 韦红莲 张凤军 于 2021-08-05 设计创作,主要内容包括:本发明公开了一种轰燃条件下阻燃、耐熔融金属冲击面料的制备系统,涉及面料制备技术领域,包括染整设备,染整设备包括预处理组件、染整组件和烘干组件,预处理组件用于获取坯布并去除坯布上杂质,还用于将坯布送入染整组件,染整组件包括染料池、导入辊、第一处理辊、第二处理辊、导出辊、第一喷打结构和第二喷打结构,染料池中均布有染料介质,烘干组件用于烘干从导出辊导出的坯布并对在烘干过程中对坯布进行碾压;还公开了一种轰燃条件下阻燃、耐熔融金属冲击面料的制备方法。本发明具有制备出的面料阻燃效果好、耐熔融金属冲击以及制备效率高的优点。(The invention discloses a preparation system of flame-retardant and molten metal impact-resistant fabric under a flashover condition, which relates to the technical field of fabric preparation and comprises dyeing and finishing equipment, wherein the dyeing and finishing equipment comprises a pretreatment component, a dyeing and finishing component and a drying component, the pretreatment component is used for obtaining the grey fabric and removing impurities on the grey fabric and is also used for sending the grey fabric into the dyeing and finishing component, the dyeing and finishing component comprises a dye pond, a guide-in roller, a first treatment roller, a second treatment roller, a guide-out roller, a first spraying structure and a second spraying structure, dye media are uniformly distributed in the dye pond, and the drying component is used for drying the grey fabric guided out of the guide-out roller and rolling the grey fabric in the drying process; also discloses a preparation method of the flame-retardant and molten metal impact-resistant fabric under the condition of bombing. The invention has the advantages of good flame-retardant effect of the prepared fabric, molten metal impact resistance and high preparation efficiency.)
技术领域
本发明涉及面料制备技术领域,具体涉及一种轰然条件下阻燃、耐熔融金属冲击面料及其制备系统、制备方法。
背景技术
轰燃是一定限制空间内火灾发展到一定阶段时出现的一种类似于爆燃的特殊现象。轰燃是随着初起火燃烧强度的不断加大,可燃气体达到着火浓度极限,由热辐射反馈而造成的温度升高至危险值(一般为500℃左右),是初期火向火灾全面发展的开始,也是室内火灾系统的局部向全室性燃烧的转折。发生轰燃时,原本局部的、低强度的、小范围的燃烧迅速扩展到整个空间中,火势蔓延迅速扩大。轰燃产生灼伤人皮肤的辐射热,几秒钟后辐射热强度可达10kw/m2,并且室内人员可能会被突然喷出的火焰烧伤。现在的建筑结构比以往更加结实、密封性好,大大增加了轰燃的几率。因此,减轻轰然条件下对人体的伤害具有重要意义。
关于轰然条件下的阻燃防护效果要求,国内之前并无此方面的要求,在将于2021年8月1日实施的GB8965.1-2020《防护服装阻燃服》新标准中,相较于旧标准GB8965.1-2009《防护服装阻燃防护第1部分:阻燃服》增加了假人轰燃试验,采用ISO13506-1《防热和防火防护服第1部分:完整服装的试验方法用装备仪器的假人对转移能量的测试》中的测试方法,可模拟轰然现象,计算烧伤程度并绘制人体表面烧伤图,模拟穿着阻燃服的隔热性能,可快速、直接评价阻燃服的整体热防护标准规定。阻燃服A级,假人的二级烧伤和三极烧伤面积之和不得大于总面积的25%;阻燃服B级,假人的二级烧伤和三级烧伤面积之和不得大于总面积的50%。而现有的工装服用阻燃面料,多为阻燃整理的棉织物,一般仅能满足接触明火源时引起燃烧的测试(如垂直法、水平法、45℃燃烧法等),这些测试条件的火焰状态相对稳定,而实际的火场情况远非如此,仅能通过此类测试的面料并不能满足真实火场环境下服装的防护需求。而专业的防火服,是由多层织物复合而成,穿着笨重,无法进行正常的生产活动,不适用于工业环境的日常作业。
对于熔融金属的防护一直是棘手的难题,传统防护手段多采用单位面料克重超过350g/m2的厚重的棉帆布面料,虽然借助阻燃整理有助于提高对熔融金属的防护能力,但是依然存在被烧穿等情况;铝膜复合面料,虽防护性能较好,但是面料透气性差,穿着舒适度较差;另一类使用牛皮或羊毛为主材料制备的厚面料,一方面也是克重过高,另一方面水洗尺寸稳定性较差。芳纶阻燃防护服,主要存在吸湿透气性差的缺陷,且价格较高,仅有少部分的应用,总之现有此类面料现均存在不易克服的劣势。同时面料制备系统对面料表面结构强度和耐熔融金属冲击等性能的提高起到了至关重要的作用,但现有的面料制备系统在这些方面的促进作用有限。
发明内容
针对现有技术中的缺陷,本发明提供一种轰然条件下阻燃、耐熔融金属冲击面料及其制备系统、制备方法。
一种轰燃条件下阻燃、耐熔融金属冲击面料的制备系统,包括染整设备,所述染整设备包括预处理组件、染整组件和烘干组件;其中,所述预处理组件用于获取坯布并去除坯布上杂质,还用于将坯布送入染整组件;所述染整组件包括染料池、导入辊、第一处理辊、第二处理辊、导出辊、第一喷打结构和第二喷打结构,所述染料池中均布有染料介质,所述第一处理辊、第二处理辊、导出辊、第一喷打结构和第二喷打结构均设置在染料池中,送入染整组件的坯布依次顺时针穿过导入辊、逆时针穿过第一处理辊、顺时针穿过第二处理辊并逆时针穿过导出辊,所述第一喷打结构设置在染料池底部,所述第一喷打结构包括多个可伸缩的第一喷枪,多个所述第一喷枪正对第一处理辊上的坯布底面并且多个所述第一喷枪与坯布底面之间的距离均相等,所述第二喷打结构设置在染料池顶部,所述第二喷打结构包括多个可伸缩的第二喷枪,多个所述第二喷枪正对第二处理辊上的坯布顶面并且多个所述第二喷枪与坯布顶面之间的距离均相等,所述第一喷枪和所述第二喷枪用于喷射出染料介质和撞击体;所述烘干组件用于烘干从导出辊导出的坯布并对在烘干过程中对坯布进行碾压。
优选地,预处理组件还包括导电组件,所述导电组件包括两个相互正对并且连接正电极的导电板,进入所述导入辊的坯布能够穿过两个所述导电板之间,所述第一喷枪和所述第二喷枪均连接有负电极。导电组件能够让坯布携带正电荷,同时第一喷枪和第二喷枪能够让染料介质带上负电荷,从而在喷出的染料介质接触坯布时,由于正电荷与负电荷之间的相互吸引,进一步促进坯布中的染料介质的渗透率,进一步促进染料介质与面料中纤维的结合稳定程度,进一步提升染整处理效果。
优选地,第一喷打结构还包括第一回流体,所述第一喷枪设置在第一回流体顶部,所述第一回流体用于调节所述第一喷枪的长度,还用于吸入染料池中染料介质和撞击体至第一喷枪中;所述第二喷打结构还包括第二回流体,所述第二喷枪设置在第二回流体底部,所述第二回流体用于调节所述第二喷枪的长度,还用于吸入染料池中染料介质和撞击体至第二喷枪中。第一回流体会不断吸入染料池中染料介质和撞击体至第一喷枪中,同样的,第二回流体会不断吸入染料池中染料介质和撞击体至第二喷枪中。
优选地,第一喷枪和第二喷枪结构相同,均包括:伸缩管组;套设在伸缩管组上的密封胶套;以及设置在伸缩管组中央的弹射管;其中,所述伸缩管组用于喷射出染料介质,所述伸缩管组还用于在伸缩后增加或减小长度,所述密封胶套用于将染料介质与伸缩管组外壁隔离,所述弹射管用于喷射出撞击体。伸缩管组在第一回流体或第二回流体的驱动下进行伸缩运动,密封胶套能够有效密封伸缩管组外壁缝隙,防止染料介质意外渗入。
优选地,还包括纱线制选设备和织造设备;其中,所述纱线制选设备用于制备单组份纱线、双组份纱线、三组份纱线和四组份纱线,所述单组份纱线、双组份纱线、三组份纱线和四组份纱线分别由预氧丝纤维、碳纤维、芳纶纤维以及阻燃纤维素纤维中的一种、两种、三种和四种构成,还用于选取单组份纱线、双组份纱线、三组份纱线和四组份纱线中的一个作为经纱,选取单组份纱线、双组份纱线、三组份纱线和四组份纱线中的一个作为纬纱,上述经纱和纬纱的组合需包含预氧丝纤维、碳纤维、芳纶纤维和阻燃纤维素纤维;所述织造设备用于将得到的经纱和纬纱按预设组织结构进行织造工序,获得坯布面料,预设组织结构包括平纹、斜纹、变化组织、联合组织、提花组织和复杂组织中的任意一种或多重。面料由经纱和纬纱交织而成并且形成组织结构,经纱为单组份纱线、双组份纱线、三组份纱线和四组份纱线中一种,纬纱为单组份纱线、双组份纱线、三组份纱线和四组份纱线中一种;其中,所述单组份纱线、双组份纱线、三组份纱线和四组份纱线分别由预氧丝纤维、碳纤维、芳纶纤维以及阻燃纤维素纤维中的一种、两种、三种和四种构成;所述面料包含预氧丝纤维、碳纤维、芳纶纤维以及阻燃纤维素纤维,其中所述预氧丝纤维质量分数占比30%~70%,所述碳纤维质量分数占比20%~50%,所述芳纶纤维质量分数占比30%~70%,所述纤维素纤维质量分数占比1%~20%;还需要说明的是,平纹通过经纱与纬纱以一上一下的交织形成;斜纹体现在经纱与纬纱的交织点在面料表面呈现一定角度的斜纹线;变化组织是在原组织的基础上,变化组织点的浮长、飞数、排列斜纹线的方向及纱线循环数等诸多因素的一个或者多个而得到的组织;复杂组织在构成织物的经、纬纱中,至少有一种是由两个或两个以上系统的纱线组成;提花组织是以经纱与纬纱交错组成的凹凸花纹。阻燃纤维素纤维为共混阻燃改性纤维素纤维、接枝共聚阻燃改性纤维素纤维、后整理阻燃改性纤维素纤维中的任意一种。其中,共混阻燃改性纤维素纤维是在粘胶纺丝溶液中加入阻燃剂,共混溶液凝固形成时阻燃剂镶嵌在纤维上,使纤维具有永久的阻燃效果;接枝共聚阻燃改性纤维素纤维分为自由基聚合、离子型聚合和缩聚,能够改善纤维素纤维的缺点,又可保留纤维素限位原来优良的性能,能制备出具有强阻燃性质的功能性纤维素纤维。
还提供了一种轰燃条件下阻燃、耐熔融金属冲击面料的制备方法,其特征在于,所述方法包括如上述任意一个实施方式中的制备系统,所述方法包括:S1、采用纱线制选设备制备单组份纱线、双组份纱线、三组份纱线和四组份纱线,其中,所述单组份纱线、双组份纱线、三组份纱线和四组份纱线分别由预氧丝纤维、碳纤维、芳纶纤维以及阻燃纤维素纤维中的一种、两种、三种和四种构成;S2、采用纱线制选设备选取单组份纱线、双组份纱线、三组份纱线和四组份纱线中的一个作为经纱,选取单组份纱线、双组份纱线、三组份纱线和四组份纱线中的一个作为纬纱,其中,上述经纱和纬纱的组合需包含预氧丝纤维、碳纤维、芳纶纤维和阻燃纤维素纤维;S3、采用织造设备将得到的经纱和纬纱按预设组织结构进行织造工序,获得坯布面料,其中,组织结构包括平纹、斜纹、变化组织、联合组织、提花组织和复杂组织中的任意一种或多重;S4、采用染整设备将预设坯布面料进行染整工序,得到成品面料。
优选地,S1包括:S11、获取预氧丝纤维、碳纤维、芳纶纤维、纤维素纤维;S12、将获取的四种纤维中的一种、两种、三种和四种一一配比,依次形成单组份原料、双组份原料、三组份原料和四组份原料;S13、将单组份原料、双组份原料、三组份原料和四组份原料分别依次经过开清棉-梳棉-头道并条-二道并条-粗纱-细纱-络筒-并纱-倍捻,制成单组份纱线、双组份纱线、三组份纱线和四组份纱线。
优选地,所述S3包括:S31、将得到的经纱和纬纱进行整经和浆纱,再进行干燥处理;S32、在干燥完成后依次进行穿经-织造-坯布检验-修织,获得具有预设组织结构的坯布面料。
优选地,所述S31中,采用浆料进行浆纱,其中浆料采用聚乙烯醇和DM-893淀粉5:5配比混水,浆料浓度范围为6%~8%,上浆率为3%~4%。
优选地,所述S4包括:S41、将坯布面料依次经过退浆-水洗-烘干,其中水洗采用平幅水洗,加入去油灵0.04~0.1g/L,温度40℃左右,洗8~10道;S42、再将烘干后的坯布面料依次经过染色-定型--焙烘-打卷,制得成品面料。
还提出了一种轰燃条件下阻燃、耐熔融金属冲击面料,面料由上述的制备系统制得,所述面料由上述的制备方法制得;其中,所述面料由经纱和纬纱交织而成并且形成组织结构,所述经纱为单组份纱线、双组份纱线、三组份纱线和四组份纱线中一种,所述纬纱为单组份纱线、双组份纱线、三组份纱线和四组份纱线中一种;所述单组份纱线、双组份纱线、三组份纱线和四组份纱线分别由预氧丝纤维、碳纤维、芳纶纤维以及阻燃纤维素纤维中的一种、两种、三种和四种构成;所述面料包含预氧丝纤维、碳纤维、芳纶纤维以及阻燃纤维素纤维,其中所述预氧丝纤维质量分数占比30%~70%,所述碳纤维质量分数占比20%~50%,所述芳纶纤维质量分数占比30%~70%,所述纤维素纤维质量分数占比1%~20%。
本发明的有益效果体现在:
在本发明的整个染整设备中,先通过预处理组件去除坯布上杂质,杂质主要有灰尘、毛羽等等,预处理组件可以为退浆装置、水洗装置和烘干装置的组合,而经过预处理组件的坯布沿顺时针穿过导入辊并进入到染料池中,染料池中充满染料介质,染料介质会渗入坯布中,从而实现初步染色,进一步地,坯布会沿逆时针穿过第一处理辊,此时坯布底面会正对第一喷打结构上的多个第一喷枪,通过第一喷枪将染料介质喷射到面料底面,在染料介质接触到面料的瞬间,染料介质会挤压碰撞面料表面,促进整个染料池中的染料介质向着坯布内部渗透,促进染料介质与面料中纤维的结合稳定程度,大大提升染整处理效果,变相让坯布在被渗透过程中提高耐熔融金属冲击性能,进一步地,第一喷枪喷出的撞击体进一步加大了挤压碰撞程度,提高面料局部变形程度,从而提升在坯布中染料介质的流动性,同时进一步提高了坯布面料的结构强度和耐熔融金属冲击性能,同样的,经过第一处理辊的坯布会沿顺时针进入到第二处理辊,第二喷打结构同时对坯布的上表面进行与第一喷打结构一样的加工,从而让整个坯布完成染整作业;更关键的是,第一喷枪和第二喷枪均能够伸缩,从而能够根据具体坯布的走向位置来调节第一喷枪和第二喷枪的长度,保证第一喷枪和第二喷枪与坯布之间的距离合适,最大化提高坯布的染整效果和染整效率,从而最大化提高面料阻燃性能和耐熔融金属冲击性能。
附图说明
为了更清楚地说明本发明
具体实施方式
或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
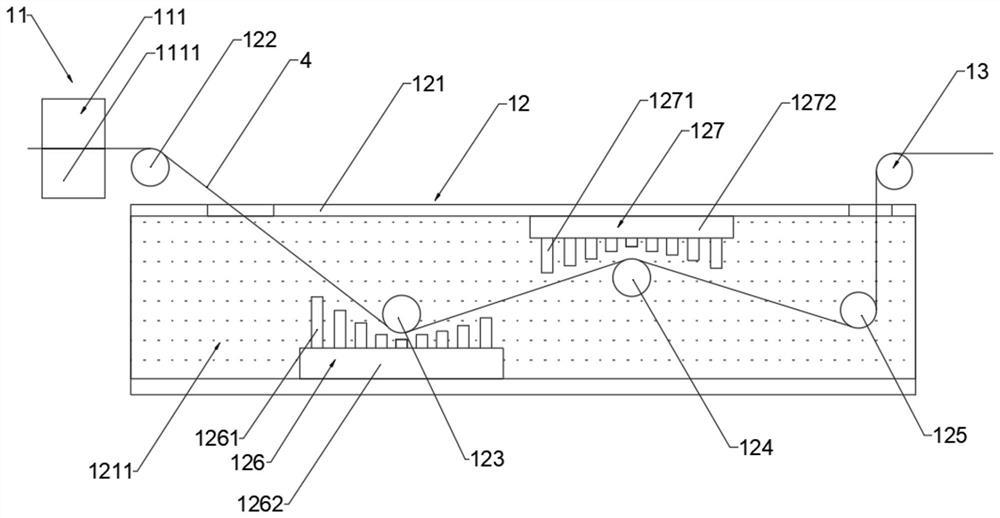
图1为本发明制备系统中染整设备部分结构的结构透视图;
图2为本发明制备系统中第一喷枪的部分结构透视图;
图3为本发明制备系统中的组成示意图;
图4为本发明制备方法中的流程步骤图;
图5为本发明制备方法中S1的流程步骤图;
图6为本发明制备方法中S3的流程步骤图;
图7为本发明制备方法中S4的流程步骤图。
附图标记:
1-染整设备,11-预处理组件,111-导电组件,1111-导电板,12-染整组件,121-染料池,1211-染料介质,122-导入辊,123-第一处理辊,124-第二处理辊,125-导出辊,126-第一喷打结构,1261-第一喷枪,1261a-伸缩管组,1261b-密封胶套,1261c-弹射管,1262-第一回流体,127-第二喷打结构,1271-第二喷枪,1272-第二回流体,13-烘干组件,2-纱线制选设备,3-织造设备,4-坯布。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和出示的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
在本发明实施方式的描述中,需要说明的是,术语“内”、“外”、“上”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
如图1至图3所示,一种轰燃条件下阻燃、耐熔融金属冲击面料的制造系统,包括染整设备1,染整设备1包括预处理组件11、染整组件12和烘干组件13;其中,预处理组件11用于获取坯布4并去除坯布4上杂质,还用于将坯布4送入染整组件12;染整组件12包括染料池121、导入辊122、第一处理辊123、第二处理辊124、导出辊125、第一喷打结构126和第二喷打结构127,染料池121中均布有染料介质1211,第一处理辊123、第二处理辊124、导出辊125、第一喷打结构126和第二喷打结构127均设置在染料池121中,送入染整组件12的坯布4依次顺时针穿过导入辊122、逆时针穿过第一处理辊123、顺时针穿过第二处理辊124并逆时针穿过导出辊125,第一喷打结构126设置在染料池121底部,第一喷打结构126包括多个可伸缩的第一喷枪1261,多个第一喷枪1261正对第一处理辊123上的坯布4底面并且多个第一喷枪1261与坯布4底面之间的距离均相等,第二喷打结构127设置在染料池121顶部,第二喷打结构127包括多个可伸缩的第二喷枪1271,多个第二喷枪1271正对第二处理辊124上的坯布4顶面并且多个第二喷枪1271与坯布4顶面之间的距离均相等,第一喷枪1261和第二喷枪1271用于喷射出染料介质1211和撞击体;烘干组件13用于烘干从导出辊125导出的坯布4并对在烘干过程中对坯布4进行碾压。
在本实施方式中,需要说明的是,在整个染整设备1中,先通过预处理组件11去除坯布4上杂质,杂质主要有灰尘、毛羽等等,预处理组件11可以为退浆装置、水洗装置和烘干装置的组合,而经过预处理组件11的坯布4沿顺时针穿过导入辊122并进入到染料池121中,染料池121中充满染料介质1211,染料介质1211会渗入坯布4中,从而实现初步染色,进一步地,坯布4会沿逆时针穿过第一处理辊123,此时坯布4底面会正对第一喷打结构126上的多个第一喷枪1261,通过第一喷枪1261将染料介质1211喷射到面料底面,在染料介质1211接触到面料的瞬间,染料介质1211会挤压碰撞面料表面,促进整个染料池121中的染料介质1211向着坯布4内部渗透,促进染料介质1211与面料中纤维的结合稳定程度,大大提升染整处理效果,变相让坯布4在被渗透过程中提高耐熔融金属冲击性能,进一步地,第一喷枪1261喷出的撞击体进一步加大了挤压碰撞程度,提高面料局部变形程度,从而提升在坯布4中染料介质1211的流动性,同时进一步提高了坯布4面料的结构强度和耐熔融金属冲击性能,同样的,经过第一处理辊123的坯布4会沿顺时针进入到第二处理辊124,第二喷打结构127同时对坯布4的上表面进行与第一喷打结构126一样的加工,从而让整个坯布4完成染整作业;更关键的是,第一喷枪1261和第二喷枪1271均能够伸缩,从而能够根据具体坯布4的走向位置来调节第一喷枪1261和第二喷枪1271的长度,保证第一喷枪1261和第二喷枪1271与坯布4之间的距离合适,最大化提高坯布4的染整效果和染整效率,从而最大化提高面料在轰然条件下阻燃性能和耐熔融金属冲击性能。
具体地,预处理组件11还包括导电组件111,导电组件111包括两个相互正对并且连接正电极的导电板1111,进入导入辊122的坯布4能够穿过两个导电板1111之间,第一喷枪1261和第二喷枪1271均连接有负电极。
在本实施方式中,需要说明的是,导电组件111能够让坯布4携带正电荷,同时第一喷枪1261和第二喷枪1271能够让染料介质1211带上负电荷,从而在喷出的染料介质1211接触坯布4时,由于正电荷与负电荷之间的相互吸引,进一步促进坯布4中的染料介质1211的渗透率,进一步促进染料介质1211与面料中纤维的结合稳定程度,进一步提升染整处理效果。
具体地,第一喷打结构126还包括第一回流体1262,第一喷枪1261设置在第一回流体1262顶部,第一回流体1262用于调节第一喷枪1261的长度,还用于吸入染料池121中染料介质1211和撞击体至第一喷枪1261中;第二喷打结构127还包括第二回流体1272,第二喷枪1271设置在第二回流体1272底部,第二回流体1272用于调节第二喷枪1271的长度,还用于吸入染料池121中染料介质1211和撞击体至第二喷枪1271中。
在本实施方式中,需要说明的是,第一回流体1262会不断吸入染料池121中染料介质1211和撞击体至第一喷枪1261中,同样的,第二回流体1272会不断吸入染料池121中染料介质1211和撞击体至第二喷枪1271中。
具体地,第一喷枪1261和第二喷枪1271结构相同,均包括:伸缩管组;套设在伸缩管组上的密封胶套;以及设置在伸缩管组中央的弹射管;其中,伸缩管组用于喷射出染料介质1211,伸缩管组还用于在伸缩后增加或减小长度,密封胶套用于将染料介质1211与伸缩管组外壁隔离,弹射管用于喷射出撞击体。
在本实施方式中,需要说明的是,伸缩管组在第一回流体1262或第二回流体1272的驱动下进行伸缩运动,密封胶套能够有效密封伸缩管组外壁缝隙,防止染料介质1211意外渗入。
具体地,还包括纱线制选设备2和织造设备3;其中,纱线制选设备2用于制备单组份纱线、双组份纱线、三组份纱线和四组份纱线,单组份纱线、双组份纱线、三组份纱线和四组份纱线分别由预氧丝纤维、碳纤维、芳纶纤维以及阻燃纤维素纤维中的一种、两种、三种和四种构成,还用于选取单组份纱线、双组份纱线、三组份纱线和四组份纱线中的一个作为经纱,选取单组份纱线、双组份纱线、三组份纱线和四组份纱线中的一个作为纬纱,上述经纱和纬纱的组合需包含预氧丝纤维、碳纤维、芳纶纤维和阻燃纤维素纤维;织造设备3用于将得到的经纱和纬纱按预设组织结构进行织造工序,获得坯布面料,预设组织结构包括平纹、斜纹、变化组织、联合组织、提花组织和复杂组织中的任意一种或多重。
在本实施方式中,需要说明的是,面料由经纱和纬纱交织而成并且形成组织结构,经纱为单组份纱线、双组份纱线、三组份纱线和四组份纱线中一种,纬纱为单组份纱线、双组份纱线、三组份纱线和四组份纱线中一种;其中,单组份纱线、双组份纱线、三组份纱线和四组份纱线分别由预氧丝纤维、碳纤维、芳纶纤维以及阻燃纤维素纤维中的一种、两种、三种和四种构成;面料包含预氧丝纤维、碳纤维、芳纶纤维以及阻燃纤维素纤维,其中预氧丝纤维质量分数占比30%~70%,碳纤维质量分数占比20%~50%,芳纶纤维质量分数占比30%~70%,纤维素纤维质量分数占比1%~20%;
还需要说明的是,平纹通过经纱与纬纱以一上一下的交织形成;斜纹体现在经纱与纬纱的交织点在面料表面呈现一定角度的斜纹线;变化组织是在原组织的基础上,变化组织点的浮长、飞数、排列斜纹线的方向及纱线循环数等诸多因素的一个或者多个而得到的组织;复杂组织在构成织物的经、纬纱中,至少有一种是由两个或两个以上系统的纱线组成;提花组织是以经纱与纬纱交错组成的凹凸花纹。
还需要说明的是,阻燃纤维素纤维为共混阻燃改性纤维素纤维、接枝共聚阻燃改性纤维素纤维、后整理阻燃改性纤维素纤维中的任意一种。其中,共混阻燃改性纤维素纤维是在粘胶纺丝溶液中加入阻燃剂,共混溶液凝固形成时阻燃剂镶嵌在纤维上,使纤维具有永久的阻燃效果;接枝共聚阻燃改性纤维素纤维分为自由基聚合、离子型聚合和缩聚,能够改善纤维素纤维的缺点,又可保留纤维素限位原来优良的性能,能制备出具有强阻燃性质的功能性纤维素纤维。
具体地,如图4至图7所示,还提供了一种轰燃条件下阻燃、耐熔融金属冲击面料的制备方法,其特征在于,方法包括如上述任意一个实施方式中的制备系统,方法包括:
S1、采用纱线制选设备2制备单组份纱线、双组份纱线、三组份纱线和四组份纱线,其中,单组份纱线、双组份纱线、三组份纱线和四组份纱线分别由预氧丝纤维、碳纤维、芳纶纤维以及阻燃纤维素纤维中的一种、两种、三种和四种构成;
S2、采用纱线制选设备2选取单组份纱线、双组份纱线、三组份纱线和四组份纱线中的一个作为经纱,选取单组份纱线、双组份纱线、三组份纱线和四组份纱线中的一个作为纬纱,其中,上述经纱和纬纱的组合需包含预氧丝纤维、碳纤维、芳纶纤维和阻燃纤维素纤维;
S3、采用织造设备3将得到的经纱和纬纱按预设组织结构进行织造工序,获得坯布面料,其中,组织结构包括平纹、斜纹、变化组织、联合组织、提花组织和复杂组织中的任意一种或多重;
S4、采用染整设备1将预设坯布面料进行染整工序,得到成品面料。
具体地,S1包括:S11、获取预氧丝纤维、碳纤维、芳纶纤维、纤维素纤维;S12、将获取的四种纤维中的一种、两种、三种和四种一一配比,依次形成单组份原料、双组份原料、三组份原料和四组份原料;S13、将单组份原料、双组份原料、三组份原料和四组份原料分别依次经过开清棉-梳棉-头道并条-二道并条-粗纱-细纱-络筒-并纱-倍捻,制成单组份纱线、双组份纱线、三组份纱线和四组份纱线。
具体地,S3包括:S31、将得到的经纱和纬纱进行整经和浆纱,再进行干燥处理;S32、在干燥完成后依次进行穿经-织造-坯布4检验-修织,获得具有预设组织结构的坯布面料。
具体地,S31中,采用浆料进行浆纱,其中浆料采用聚乙烯醇和DM-893淀粉5:5配比混水,浆料浓度范围为6%~8%,上浆率为3%~4%。
具体地,S4包括:S41、将坯布面料依次经过退浆-水洗-烘干,其中水洗采用平幅水洗,加入去油灵0.04~0.1g/L,温度40℃左右,洗8~10道;S42、再将烘干后的坯布面料依次经过染色-定型--焙烘-打卷,制得成品面料。
同时采用以下3个实施例来验证采用本方案制成的面料的优异性。
实施例1
获取预氧丝纤维、碳纤维、原液染色芳纶纤维和纤维素纤维,采用纱线制选设备经过开清棉-梳棉-头道并条-二道并条-粗纱-细纱-络筒-并纱-倍捻工序,分别纺制成预氧丝/碳纤维/纤维素纤维纱线、芳纶纱线。将制得的45s/2芳纶纱线、30s/2的预氧丝/碳纤维/纤维素纤维纱线分别作为经纱和纬纱,采用二上一下右斜纹组织,芳纶纱线分布于面料正面,预氧丝/碳纤维/纤维素纤维纱线分布于面料里面,采用织造设备经过整经-浆纱-穿经-织造-坯布检验-修织,制得坯布面料。
再采用染整设备将坯布面料依次经退浆-水洗-烘干-染色-定型--焙烘-打卷,制得的一种轰燃条件下阻燃、耐熔融金属冲击面料的,整个面料原料成分:芳纶纤维含量40%,预氧丝含量40%,碳纤维10%,纤维素纤维10%;平方米克重:205g/m2;经纬密度:396×248根/10cm;经纬向撕破强力:90N/50N。
其中,浆纱工序中用浆料对经纱进行上浆预处理后,再进行干燥处理。浆料采用PVA-1799(聚乙烯醇)与DM-893(环氧树脂胶)淀粉5:5配比混水,浆料浓度为6%,上浆率为3%,水洗工序为平幅水洗,加入去油灵0.08g/L,温度40℃左右,进行8道水洗,以去除面料表面的毛羽。
防护性能效果验证:将350g/m2阻燃整理纯棉斜纹布作为对比1,210g/m2芳纶面料平纹布作为对比2,和本实施例1中制得的面料进行测试,其性能对比如表1所示:
表1
实施例2
获取预氧丝纤维、碳纤维、原液染色芳纶纤维和纤维素纤维,采用纱线制选设备经过开清棉-梳棉-头道并条-二道并条-粗纱-细纱-络筒-并纱-倍捻工序,分别纺制成芳纶/碳纤维/纤维素纤维纱线、预氧丝纱线,将制得的40s/2的芳纶/碳纤维/纤维素纤维纱线、40s/2的预氧丝纱线分别作为经纱和纬纱,采用斜纹提花(2/1+3/3)组织,再采用织造设备经过整经-浆纱-穿经-织造-坯布检验-修织,制得坯布面料。
再采用染整设备将坯布面料依次经退浆-水洗-烘干-染色-定型--焙烘-打卷,制得的一种轰燃条件下阻燃、耐熔融金属冲击面料的,整个面料原料成分:预氧丝含量45%,芳纶纤维含量30%,碳纤维15%,纤维素纤维10%;克重:210g/m2,经纬纱密度:408×232根/10cm;经纬向撕破强力:90N/48N。
其中,浆纱工序中用浆料对经纱进行上浆预处理后,再进行干燥处理,浆料采用PVA-1799(聚乙烯醇)与DM-893(环氧树脂胶)淀粉5:5的配方,浆料浓度:6%,上浆率:4%。水洗工序为平幅水洗,加入去油灵0.08g/L,温度40℃左右,进行8道水洗,以去除面料表面的毛羽。
防护性能效果验证:同样的将350g/m2阻燃整理纯棉斜纹布作为对比1,210g/m2芳纶面料平纹布作为对比2,和本实施例1中制得的面料进行测试,,其性能对比如表2所示:
表2
实施例3
获取预氧丝纤维、碳纤维、原液染色芳纶纤维和纤维素纤维,采用纱线制选设备经过开清棉-梳棉-头道并条-二道并条-粗纱-细纱-络筒-并纱-倍捻工序,纺制成预氧丝限位/芳纶纤维/纤维素纤维/碳纤维混纺纱线,将制得的两个相同的36s/2的预氧丝限位/芳纶纤维/纤维素纤维/碳纤维混纺纱线作为经纱和纬纱,采用平纹提花(1/1+3/3)组织,再采用织造设备经过整经-浆纱-穿经-织造-坯布检验-修织,制得坯布面料。
再采用染整设备将坯布面料依次经退浆-水洗-烘干-染色-定型--焙烘-打卷,制得的一种轰燃条件下阻燃、耐熔融金属冲击面料的,整个面料原料成分:预氧丝含量占比40%,芳纶纤维含量占比30%,纤维素纤维含量占比20%,碳纤维含量占比10%;平方米克重:253g/m2,经纬纱密度:408×276根/10cm;经纬向撕破强力:110N/54N。
其中,浆纱工序中用浆料对经纱进行上浆预处理后,再进行干燥处理。浆料采用聚乙烯醇与DM-893(环氧树脂胶)淀粉5:5配比混水,浆料浓度:8%,上浆率:3%。水洗工序为平幅水洗,加入去油灵0.06g/L,温度40℃左右,进行8道水洗,以去除面料表面的毛羽。
防护性能效果验证:同样的将350g/m2阻燃整理纯棉斜纹布作为对比1,210g/m2芳纶面料平纹布作为对比2,和本实施例1中制得的面料进行测试,,其性能对比如表3所示:
表3
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
- 上一篇:一种医用注射器针头装配设备
- 下一篇:一种筒子纱染色用纱管结构