Flame-retardant and molten metal impact-resistant fabric and preparation system and preparation method thereof
阅读说明:本技术 阻燃、耐熔融金属冲击面料及其制备系统、制备方法 (Flame-retardant and molten metal impact-resistant fabric and preparation system and preparation method thereof ) 是由 李振 管宝莲 张洪波 赵艳艳 韦红莲 张凤军 于 2021-08-05 设计创作,主要内容包括:本发明公开了一种轰燃条件下阻燃、耐熔融金属冲击面料的制备系统,涉及面料制备技术领域,包括染整设备,染整设备包括预处理组件、染整组件和烘干组件,预处理组件用于获取坯布并去除坯布上杂质,还用于将坯布送入染整组件,染整组件包括染料池、导入辊、第一处理辊、第二处理辊、导出辊、第一喷打结构和第二喷打结构,染料池中均布有染料介质,烘干组件用于烘干从导出辊导出的坯布并对在烘干过程中对坯布进行碾压;还公开了一种轰燃条件下阻燃、耐熔融金属冲击面料的制备方法。本发明具有制备出的面料阻燃效果好、耐熔融金属冲击以及制备效率高的优点。(The invention discloses a preparation system of flame-retardant and molten metal impact-resistant fabric under a flashover condition, which relates to the technical field of fabric preparation and comprises dyeing and finishing equipment, wherein the dyeing and finishing equipment comprises a pretreatment component, a dyeing and finishing component and a drying component, the pretreatment component is used for obtaining the grey fabric and removing impurities on the grey fabric and is also used for sending the grey fabric into the dyeing and finishing component, the dyeing and finishing component comprises a dye pond, a guide-in roller, a first treatment roller, a second treatment roller, a guide-out roller, a first spraying structure and a second spraying structure, dye media are uniformly distributed in the dye pond, and the drying component is used for drying the grey fabric guided out of the guide-out roller and rolling the grey fabric in the drying process; also discloses a preparation method of the flame-retardant and molten metal impact-resistant fabric under the condition of bombing. The invention has the advantages of good flame-retardant effect of the prepared fabric, molten metal impact resistance and high preparation efficiency.)
1. A preparation system of flame-retardant and molten metal impact-resistant fabric under a flashover condition is characterized by comprising dyeing and finishing equipment, wherein the dyeing and finishing equipment comprises a pretreatment component, a dyeing and finishing component and a drying component; wherein the content of the first and second substances,
the pretreatment assembly is used for obtaining grey cloth and removing impurities on the grey cloth, and is also used for sending the grey cloth to the dyeing and finishing assembly;
the dyeing and finishing assembly comprises a dye pond, a guide roller, a first treatment roller, a second treatment roller, a guide roller, a first spraying structure and a second spraying structure, dye media are uniformly distributed in the dye pond, the first treatment roller, the second treatment roller, the guide roller, the first spraying structure and the second spraying structure are all arranged in the dye pond, grey cloth fed into the dyeing and finishing assembly sequentially passes through the guide roller clockwise, the first treatment roller anticlockwise, the second treatment roller clockwise and the guide roller anticlockwise, the first spraying structure is arranged at the bottom of the dye pond, the first spraying structure comprises a plurality of telescopic first spray guns, the first spray guns are opposite to the bottom surface of the grey cloth on the first treatment roller, the distances between the first spray guns and the bottom surface of the grey cloth are equal, the second spraying structure is arranged at the top of the dye pond, the second spraying structure comprises a plurality of telescopic second spray guns, the second spray guns are opposite to the top surface of the grey cloth on the second processing roller, the distances between the second spray guns and the top surface of the grey cloth are equal, and the first spray guns and the second spray guns are used for spraying a dye medium and an impact body;
the drying assembly is used for drying the grey cloth guided out from the guide-out roller and rolling the grey cloth in the drying process.
2. The system of claim 1, wherein the pre-processing assembly further comprises a conductive assembly, the conductive assembly comprises two conductive plates facing each other and connected to a positive electrode, the grey fabric entering the lead-in roller can pass between the two conductive plates, and the first spray gun and the second spray gun are both connected to a negative electrode.
3. The system of claim 2, wherein the first blasting structure further comprises a first recirculation lance disposed at a top of the first recirculation lance, the first recirculation lance configured to adjust a length of the first recirculation lance and configured to draw dye media and an impactor from a dye bath into the first recirculation lance;
the second spraying structure further comprises a second backflow body, the second spray gun is arranged at the bottom of the second backflow body, and the second backflow body is used for adjusting the length of the second spray gun and is also used for sucking a dye medium and an impactor in the dye pool into the second spray gun.
4. The system of claim 3, wherein the first and second spray guns are identical in construction and each comprise:
a telescopic pipe group;
a sealing rubber sleeve sleeved on the telescopic pipe group; and
the ejection tube is arranged in the center of the telescopic tube group; wherein the content of the first and second substances,
the telescopic pipe group is used for ejecting dye media, the telescopic pipe group is further used for increasing or reducing the length after stretching, the sealing rubber sleeve is used for isolating the dye media from the outer wall of the telescopic pipe group, and the ejection pipe is used for ejecting a striker.
5. The system for preparing a flame retardant, molten metal impact resistant fabric at a flash-off condition of any one of claims 1 to 4, further comprising a yarn making and selecting device and a weaving device; wherein the content of the first and second substances,
the yarn manufacturing and selecting equipment is used for preparing single-component yarns, double-component yarns, three-component yarns and four-component yarns, the single-component yarns, the double-component yarns, the three-component yarns and the four-component yarns are respectively composed of one, two, three and four of pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber, one of the single-component yarns, the double-component yarns, the three-component yarns and the four-component yarns is selected as warp yarns, one of the single-component yarns, the double-component yarns, the three-component yarns and the four-component yarns is selected as weft yarns, and the combination of the warp yarns and the weft yarns needs to contain the pre-oxidized fiber, the carbon fiber, the aramid fiber and the flame-retardant cellulose fiber;
the weaving equipment is used for weaving the obtained warp and weft according to a preset weave structure to obtain the grey fabric, wherein the preset weave structure comprises any one or more of plain weave, twill weave, change weave, combined weave, jacquard weave and complex weave.
6. A method of making a flame retardant, molten metal impact resistant fabric under flash conditions, the method comprising the manufacturing system of any one of claims 1 to 5, the method comprising:
s1, preparing single-component yarns, two-component yarns, three-component yarns and four-component yarns by adopting yarn preparation and selection equipment, wherein the single-component yarns, the two-component yarns, the three-component yarns and the four-component yarns are respectively composed of one, two, three and four of pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber;
s2, selecting one of single-component yarns, two-component yarns, three-component yarns and four-component yarns as warp yarns by adopting yarn manufacturing and selecting equipment, and selecting one of the single-component yarns, the two-component yarns, the three-component yarns and the four-component yarns as weft yarns, wherein the combination of the warp yarns and the weft yarns needs to contain pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber;
s3, weaving the obtained warp and weft by adopting weaving equipment according to a preset weave structure to obtain the grey fabric, wherein the weave structure comprises any one or more of plain weave, twill weave, change weave, combined weave, jacquard weave and complex weave;
and S4, carrying out dyeing and finishing procedures on the preset grey fabric by adopting dyeing and finishing equipment to obtain a finished fabric.
7. The method for preparing a flame-retardant, molten metal impact-resistant fabric at a flash-over condition of claim 6, wherein S1 comprises:
s11, obtaining pre-oxidized silk fibers, carbon fibers, aramid fibers and cellulose fibers;
s12, mixing one, two, three and four of the obtained four fibers one by one to form a single-component raw material, a two-component raw material, a three-component raw material and a four-component raw material in sequence;
s13, respectively and sequentially carrying out opening picking, cotton carding, primary drawing, secondary drawing, roving, spinning, winding, doubling and double twisting on the single-component raw material, the double-component raw material, the three-component raw material and the four-component raw material to prepare single-component yarn, double-component yarn, three-component yarn and four-component yarn.
8. The method for preparing a flame-retardant, molten metal impact-resistant fabric according to claim 6, wherein the S3 comprises:
s31, warping and slashing the obtained warp and weft, and drying;
and S32, sequentially carrying out drawing-weaving-grey cloth inspection-trimming weaving after the drying is finished, and obtaining grey cloth fabric with a preset tissue structure.
9. The method for preparing a flame-retardant, molten metal impact-resistant fabric according to claim 6, wherein the S4 comprises:
s41, sequentially desizing, washing and drying the grey fabric, wherein the washing adopts open width washing, 0.04-0.1 g/L of degreasing agent is added, the temperature is about 40 ℃, and the washing is carried out for 8-10 times;
and S42, sequentially dyeing, shaping, baking and rolling the dried grey fabric to obtain the finished fabric.
10. A flame-retardant and molten metal impact-resistant fabric under bombing conditions, wherein the fabric is prepared by the preparation system of any one of claims 1 to 5, and the fabric is prepared by the preparation method of any one of claims 6 to 9; wherein the content of the first and second substances,
the fabric is formed by interweaving warp yarns and weft yarns and forms a tissue structure, the warp yarns are one of single-component yarns, double-component yarns, three-component yarns and four-component yarns, and the weft yarns are one of the single-component yarns, the double-component yarns, the three-component yarns and the four-component yarns;
the single-component yarns, the double-component yarns, the three-component yarns and the four-component yarns are respectively composed of one, two, three and four of pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber;
the fabric comprises pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber, wherein
The mass fraction of the pre-oxidized fiber accounts for 30-70%, the mass fraction of the carbon fiber accounts for 20-50%, the mass fraction of the aramid fiber accounts for 30-70%, and the mass fraction of the cellulose fiber accounts for 1-20%.
Technical Field
The invention relates to the technical field of fabric preparation, in particular to a flame-retardant and molten metal impact-resistant fabric under a bombing condition, and a preparation system and a preparation method thereof.
Background
Flash-over is a special phenomenon similar to deflagration which occurs when a fire in a limited space develops to a certain stage. The flash combustion is that the combustible gas reaches the ignition concentration limit along with the continuous increase of the initial fire combustion intensity, the temperature rise caused by the thermal radiation feedback is to a dangerous value (generally about 500 ℃), the initial fire is the beginning of the overall development of the fire, and the local part of the indoor fire system is turned to the full-room combustion. When flashover occurs, the original local, low-intensity and small-range combustion is quickly expanded into the whole space, and the fire spread is quickly expanded. The flash combustion generates radiant heat for burning human skin, and the radiant heat intensity can reach 10kw/m after a few seconds2And indoor personnel may be burned by a sudden flame blow. The existing building structure is more than the pastThe flame-resistant flame-retardant rubber has the advantages of firmness, good sealing performance and greatly increased probability of flashover. Therefore, the method has important significance for reducing the damage to the human body under the bombing condition.
Regarding the requirement of flame-retardant protective effect under bombing conditions, the requirement in the aspect is not existed before China, and in the new standard GB8965.1-2020 flame-retardant garment for protective clothing, which is implemented at 8/1/2021, compared with the old standard GB8965.1-2009 flame-retardant protective clothing part 1: flame-retardant clothes adds a flame bombing test for dummy, and adopts ISO13506-1 part 1 of protective clothes for heat and fire protection: the test method of the complete garment uses the test method in the test of dummy with instrument to transfer energy, can simulate the bombing phenomenon, calculate the burn degree and draw the burn picture of the surface of the human body, simulate the heat insulation performance of the flame-retardant garment, and can quickly and directly evaluate the overall thermal protection standard regulation of the flame-retardant garment. The flame-retardant garment is A-grade, and the sum of the areas of the second-grade burn and the third-grade burn of the dummy is not more than 25% of the total area; the flame-retardant garment is B-grade, and the sum of the areas of the second-grade burn and the third-grade burn of the dummy is not more than 50 percent of the total area. The flame-retardant fabric for the existing frock clothes is mostly a flame-retardant finished cotton fabric, generally can only meet the tests (such as a vertical method, a horizontal method, a 45 ℃ combustion method and the like) of combustion caused by contacting with an open fire source, the flame state of the test conditions is relatively stable, the actual fire scene condition is far beyond the same, and the fabric which can only pass the tests can not meet the protection requirements of the clothes in the real fire scene environment. The professional fireproof suit is formed by compounding multiple layers of fabrics, is heavy to wear, cannot perform normal production activities, and is not suitable for daily operation in an industrial environment.
Protection of molten metal is always a difficult problem, the traditional protection means mostly adopts a heavy cotton canvas fabric with the unit fabric gram weight exceeding 350g/m2, and although the protection capability of molten metal is improved by means of flame retardant finishing, the situation of burning through still exists; although the protective performance of the aluminum film composite fabric is good, the air permeability of the fabric is poor, and the wearing comfort is poor; the other type of thick fabric prepared by using cow leather or wool as a main material has too high gram weight on one hand and poor dimensional stability in water washing on the other hand. The aramid fiber flame-retardant protective clothing mainly has the defects of poor moisture absorption and air permeability, is high in price and only has a small amount of application, and in short, the existing fabrics have the disadvantage of being difficult to overcome. Meanwhile, the fabric preparation system plays a vital role in improving the fabric surface structure strength, the molten metal impact resistance and other performances, but the promotion effect of the existing fabric preparation system in the aspects is limited.
Disclosure of Invention
Aiming at the defects in the prior art, the invention provides a flame-retardant and molten metal impact-resistant fabric under a bombing condition, and a preparation system and a preparation method thereof.
A preparation system of a flame-retardant and molten metal impact-resistant fabric under a flashover condition comprises dyeing and finishing equipment, wherein the dyeing and finishing equipment comprises a pretreatment component, a dyeing and finishing component and a drying component; the pretreatment assembly is used for obtaining grey cloth and removing impurities on the grey cloth, and is also used for sending the grey cloth to the dyeing and finishing assembly; the dyeing and finishing assembly comprises a dye pond, a guide roller, a first treatment roller, a second treatment roller, a guide roller, a first spraying structure and a second spraying structure, dye media are uniformly distributed in the dye pond, the first treatment roller, the second treatment roller, the guide roller, the first spraying structure and the second spraying structure are all arranged in the dye pond, grey cloth fed into the dyeing and finishing assembly sequentially passes through the guide roller clockwise, the first treatment roller anticlockwise, the second treatment roller clockwise and the guide roller anticlockwise, the first spraying structure is arranged at the bottom of the dye pond, the first spraying structure comprises a plurality of telescopic first spray guns, the first spray guns are opposite to the bottom surface of the grey cloth on the first treatment roller, the distances between the first spray guns and the bottom surface of the grey cloth are equal, the second spraying structure is arranged at the top of the dye pond, the second spraying structure comprises a plurality of telescopic second spray guns, the second spray guns are opposite to the top surface of the grey cloth on the second processing roller, the distances between the second spray guns and the top surface of the grey cloth are equal, and the first spray guns and the second spray guns are used for spraying a dye medium and an impact body; the drying assembly is used for drying the grey cloth guided out from the guide-out roller and rolling the grey cloth in the drying process.
Preferably, the pretreatment assembly further comprises a conductive assembly, the conductive assembly comprises two conductive plates which are opposite to each other and are connected with a positive electrode, the raw fabric entering the guide-in roller can pass through the two conductive plates, and the first spray gun and the second spray gun are both connected with a negative electrode. The conductive assembly can enable the grey cloth to carry positive charges, and the first spray gun and the second spray gun can enable the dye medium to carry negative charges, so that when the sprayed dye medium contacts the grey cloth, the penetration rate of the dye medium in the grey cloth is further promoted due to mutual attraction between the positive charges and the negative charges, the combination stability degree of the dye medium and fibers in the fabric is further promoted, and the dyeing and finishing treatment effect is further improved.
Preferably, the first spraying structure further comprises a first backflow fluid, the first spray gun is arranged at the top of the first backflow fluid, and the first backflow fluid is used for adjusting the length of the first spray gun and is also used for sucking dye media and an impact body in a dye pool into the first spray gun; the second spraying structure further comprises a second backflow body, the second spray gun is arranged at the bottom of the second backflow body, and the second backflow body is used for adjusting the length of the second spray gun and is also used for sucking a dye medium and an impactor in the dye pool into the second spray gun. The first backflow fluid continuously sucks the dye medium and the impact body in the dye pool into the first spray gun, and similarly, the second backflow fluid continuously sucks the dye medium and the impact body in the dye pool into the second spray gun.
Preferably, the first spray gun and the second spray gun are identical in structure and each comprise: a telescopic pipe group; a sealing rubber sleeve sleeved on the telescopic pipe group; the ejection tube is arranged in the center of the telescopic tube group; the telescopic pipe group is used for ejecting dye media, the telescopic pipe group is further used for increasing or reducing the length after stretching, the sealing rubber sleeve is used for isolating the dye media from the outer wall of the telescopic pipe group, and the ejection pipe is used for ejecting the impact body. The telescopic pipe group is driven by a first backflow body or a second backflow body to perform telescopic motion, and the sealing rubber sleeve can effectively seal the gap of the outer wall of the telescopic pipe group, so that the dye medium is prevented from being accidentally infiltrated.
Preferably, the device also comprises yarn making and selecting equipment and weaving equipment; the yarn manufacturing and selecting equipment is used for preparing single-component yarns, two-component yarns, three-component yarns and four-component yarns, the single-component yarns, the two-component yarns, the three-component yarns and the four-component yarns are respectively composed of one, two, three and four of pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber, one of the single-component yarns, the two-component yarns, the three-component yarns and the four-component yarns is selected as warp yarns, one of the single-component yarns, the two-component yarns, the three-component yarns and the four-component yarns is selected as weft yarns, and the combination of the warp yarns and the weft yarns needs to contain the pre-oxidized fiber, the carbon fiber, the aramid fiber and the flame-retardant cellulose fiber; the weaving equipment is used for weaving the obtained warp and weft according to a preset weave structure to obtain the grey fabric, wherein the preset weave structure comprises any one or more of plain weave, twill weave, change weave, combined weave, jacquard weave and complex weave. The fabric is formed by interweaving warp yarns and weft yarns and forms a tissue structure, the warp yarns are one of single-component yarns, double-component yarns, three-component yarns and four-component yarns, and the weft yarns are one of the single-component yarns, the double-component yarns, the three-component yarns and the four-component yarns; the single-component yarn, the double-component yarn, the three-component yarn and the four-component yarn are respectively composed of one, two, three and four of pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber; the fabric comprises pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber, wherein the pre-oxidized fiber accounts for 30-70% of the mass fraction, the carbon fiber accounts for 20-50% of the mass fraction, the aramid fiber accounts for 30-70% of the mass fraction, and the cellulose fiber accounts for 1-20% of the mass fraction; it should also be noted that the plain weave is formed by interweaving the warp yarns with the weft yarns one above the other; the twill is represented by a twill line with a certain angle on the surface of the fabric at the interweaving point of the warp and the weft; the modified structure is a structure obtained by modifying one or more of a plurality of factors such as the float length of the structure point, the number of flies, the direction in which the twill lines are arranged, the number of yarn cycles, and the like, on the basis of the original structure; at least one of warp and weft yarns forming the fabric with complex texture is composed of two or more than two systems of yarns; the jacquard weave is a concave-convex pattern formed by interlacing warp yarns and weft yarns. The flame-retardant cellulose fiber is any one of blended flame-retardant modified cellulose fiber, graft copolymerization flame-retardant modified cellulose fiber and post-finishing flame-retardant modified cellulose fiber. The blending flame-retardant modified cellulose fiber is prepared by adding a flame retardant into a viscose spinning solution, and embedding the flame retardant on the fiber when the blending solution is solidified to ensure that the fiber has a permanent flame-retardant effect; the graft copolymerization flame-retardant modified cellulose fiber is divided into free radical polymerization, ionic polymerization and polycondensation, can improve the defects of the cellulose fiber, can keep the original excellent performance of cellulose limit, and can prepare the functional cellulose fiber with strong flame-retardant property.
Also provided is a method for preparing a flame-retardant and molten metal impact-resistant fabric under a flashover condition, wherein the method comprises the preparation system according to any one of the embodiments, and the method comprises the following steps: s1, preparing single-component yarns, two-component yarns, three-component yarns and four-component yarns by adopting yarn preparation and selection equipment, wherein the single-component yarns, the two-component yarns, the three-component yarns and the four-component yarns are respectively composed of one, two, three and four of pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber; s2, selecting one of single-component yarns, two-component yarns, three-component yarns and four-component yarns as warp yarns by adopting yarn manufacturing and selecting equipment, and selecting one of the single-component yarns, the two-component yarns, the three-component yarns and the four-component yarns as weft yarns, wherein the combination of the warp yarns and the weft yarns needs to contain pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber; s3, weaving the obtained warp and weft by adopting weaving equipment according to a preset weave structure to obtain the grey fabric, wherein the weave structure comprises any one or more of plain weave, twill weave, change weave, combined weave, jacquard weave and complex weave; and S4, carrying out dyeing and finishing procedures on the preset grey fabric by adopting dyeing and finishing equipment to obtain a finished fabric.
Preferably, S1 includes: s11, obtaining pre-oxidized silk fibers, carbon fibers, aramid fibers and cellulose fibers; s12, mixing one, two, three and four of the obtained four fibers one by one to form a single-component raw material, a two-component raw material, a three-component raw material and a four-component raw material in sequence; s13, respectively and sequentially carrying out opening picking, cotton carding, primary drawing, secondary drawing, roving, spinning, winding, doubling and double twisting on the single-component raw material, the double-component raw material, the three-component raw material and the four-component raw material to prepare single-component yarn, double-component yarn, three-component yarn and four-component yarn.
Preferably, the S3 includes: s31, warping and slashing the obtained warp and weft, and drying; and S32, sequentially carrying out drawing-weaving-grey cloth inspection-trimming weaving after the drying is finished, and obtaining grey cloth fabric with a preset tissue structure.
Preferably, in S31, sizing is performed by using a sizing agent, wherein the sizing agent is prepared by mixing polyvinyl alcohol and DM-893 starch at a ratio of 5:5 with water, the concentration range of the sizing agent is 6% to 8%, and the sizing rate is 3% to 4%.
Preferably, the S4 includes: s41, sequentially desizing, washing and drying the grey fabric, wherein the washing adopts open width washing, 0.04-0.1 g/L of degreasing agent is added, the temperature is about 40 ℃, and the washing is carried out for 8-10 times; and S42, sequentially dyeing, shaping, baking and rolling the dried grey fabric to obtain the finished fabric.
The flame-retardant and molten metal impact-resistant fabric is prepared by the preparation system, and is prepared by the preparation method; the fabric is formed by interweaving warp yarns and weft yarns and forms a tissue structure, the warp yarns are one of single-component yarns, double-component yarns, three-component yarns and four-component yarns, and the weft yarns are one of the single-component yarns, the double-component yarns, the three-component yarns and the four-component yarns; the single-component yarns, the double-component yarns, the three-component yarns and the four-component yarns are respectively composed of one, two, three and four of pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber; the fabric comprises pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber, wherein the mass fraction of the pre-oxidized fiber accounts for 30-70%, the mass fraction of the carbon fiber accounts for 20-50%, the mass fraction of the aramid fiber accounts for 30-70%, and the mass fraction of the cellulose fiber accounts for 1-20%.
The invention has the beneficial effects that:
in the whole dyeing and finishing equipment, firstly, impurities on the grey cloth are removed through the pretreatment component, the impurities mainly comprise dust, hairiness and the like, the pretreatment component can be a combination of a desizing device, a washing device and a drying device, the grey cloth passing through the pretreatment component passes through the guide-in roller clockwise and enters the dye pond, the dye pond is filled with the dye medium, the dye medium can permeate into the grey cloth, so that preliminary dyeing is realized, furthermore, the grey cloth passes through the first treatment roller anticlockwise, the bottom surface of the grey cloth is opposite to a plurality of first spray guns on the first spraying structure, the dye medium is sprayed to the bottom surface of the fabric through the first spray guns, and at the moment that the dye medium contacts the fabric, the dye medium can be extruded and collided with the surface of the fabric, the dye medium in the whole dye pond is promoted to permeate towards the interior of the grey cloth, and the bonding stability degree of the dye medium and fibers in the fabric is promoted, the dyeing and finishing treatment effect is greatly improved, the impact performance of molten metal resistance of the gray fabric in the process of being permeated is improved in a phase-changing manner, further, the extrusion collision degree is further increased by an impact body sprayed by a first spray gun, the local deformation degree of the fabric is improved, so that the fluidity of a dye medium in the gray fabric is improved, the structural strength and the impact performance of the molten metal resistance of the gray fabric are further improved, similarly, the gray fabric passing through a first treatment roller can clockwise enter a second treatment roller, and the second spraying structure simultaneously carries out processing the same as that of the first spraying structure on the upper surface of the gray fabric, so that the whole gray fabric is finished and finished; more importantly, the first spray gun and the second spray gun can stretch out and draw back, so that the lengths of the first spray gun and the second spray gun can be adjusted according to the moving direction position of specific grey cloth, the proper distance between the first spray gun and the grey cloth and the proper distance between the second spray gun and the grey cloth are ensured, the dyeing and finishing effect and the dyeing and finishing efficiency of the grey cloth are improved to the maximum degree, and the flame retardant property and the impact resistance of molten metal of the fabric are improved to the maximum degree.
Drawings
In order to more clearly illustrate the detailed description of the invention or the technical solutions in the prior art, the drawings that are needed in the detailed description of the invention or the prior art will be briefly described below. Throughout the drawings, like elements or portions are generally identified by like reference numerals. In the drawings, elements or portions are not necessarily drawn to scale.
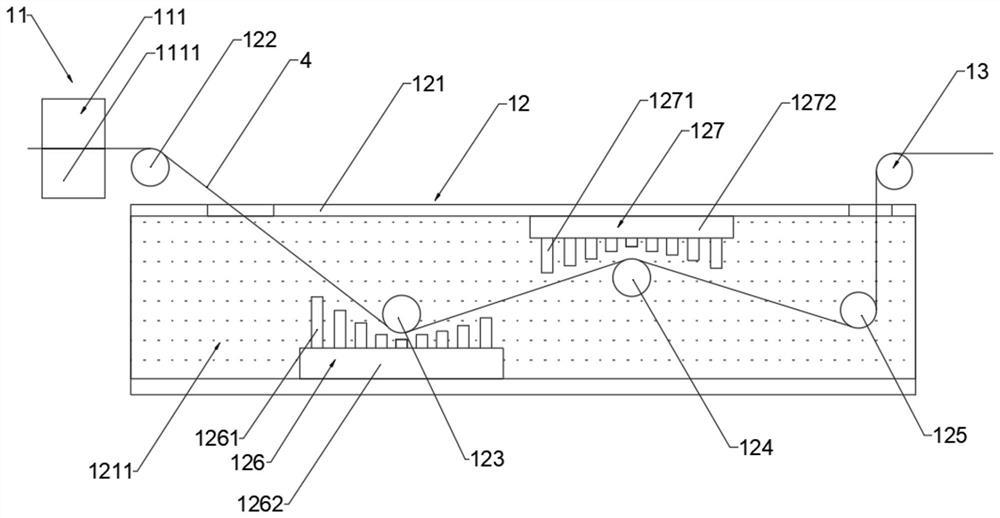
FIG. 1 is a perspective view showing a structure of a part of a dyeing and finishing apparatus in a manufacturing system according to the present invention;
FIG. 2 is a perspective view of a portion of a first spray gun of the preparation system of the present invention;
FIG. 3 is a schematic view of the composition of the preparation system of the present invention;
FIG. 4 is a flow chart of the manufacturing method of the present invention;
FIG. 5 is a flowchart of the process S1 of the production method of the present invention;
FIG. 6 is a flowchart of the process S3 of the production method of the present invention;
FIG. 7 is a flowchart of S4 in the preparation method of the present invention.
Reference numerals:
1-dyeing and finishing equipment, 11-pretreatment component, 111-conductive component, 1111-conductive plate, 12-dyeing and finishing component, 121-dye pool, 1211-dye medium, 122-leading-in roller, 123-first treatment roller, 124-second treatment roller, 125-leading-out roller, 126-first spraying structure, 1261-first spray gun, 1261 a-telescopic pipe group, 1261 b-sealing rubber sleeve, 1261 c-ejection pipe, 1262-first backflow fluid, 127-second spraying structure, 1271-second spray gun, 1272-second backflow fluid, 13-drying component, 2-yarn preparation and selection equipment, 3-weaving equipment and 4-grey cloth.
Detailed Description
In order to make the objects, technical solutions and advantages of the embodiments of the present invention clearer, the technical solutions in the embodiments of the present invention will be clearly and completely described below with reference to the drawings in the embodiments of the present invention, and it is obvious that the described embodiments are some, but not all, embodiments of the present invention. The components of embodiments of the present invention generally described and illustrated in the figures herein may be arranged and designed in a wide variety of different configurations.
Thus, the following detailed description of the embodiments of the present invention, presented in the figures, is not intended to limit the scope of the invention, as claimed, but is merely representative of selected embodiments of the invention. All other embodiments, which can be derived by a person skilled in the art from the embodiments given herein without making any creative effort, shall fall within the protection scope of the present invention.
It should be noted that: like reference numbers and letters refer to like items in the following figures, and thus, once an item is defined in one figure, it need not be further defined and explained in subsequent figures. Furthermore, the terms "first," "second," and the like are used merely to distinguish one description from another, and are not to be construed as indicating or implying relative importance.
In the description of the embodiments of the present invention, it should be noted that the terms "inside", "outside", "upper", and the like indicate orientations or positional relationships based on the orientations or positional relationships shown in the drawings or orientations or positional relationships conventionally arranged when products of the present invention are used, and are only used for convenience in describing the present invention and simplifying the description, but do not indicate or imply that the devices or elements indicated must have specific orientations, be constructed in specific orientations, and operated, and thus, cannot be construed as limiting the present invention.
As shown in fig. 1 to fig. 3, a system for manufacturing a flame-retardant and molten metal impact-resistant fabric under a flashover condition includes a dyeing and finishing device 1, where the dyeing and finishing device 1 includes a pretreatment module 11, a dyeing and finishing module 12, and a drying module 13; the pretreatment assembly 11 is used for obtaining the grey fabric 4 and removing impurities on the grey fabric 4, and is also used for sending the grey fabric 4 to the dyeing and finishing assembly 12; the dyeing and finishing assembly 12 comprises a dye pool 121, a leading-in roller 122, a first processing roller 123, a second processing roller 124, a leading-out roller 125, a first spraying structure 126 and a second spraying structure 127, wherein a dye medium 1211 is uniformly distributed in the dye pool 121, the first processing roller 123, the second processing roller 124, the leading-out roller 125, the first spraying structure 126 and the second spraying structure 127 are all arranged in the dye pool 121, a grey fabric 4 fed into the dyeing and finishing assembly 12 sequentially passes through the leading-in roller 122 clockwise, passes through the first processing roller 123 anticlockwise, passes through the second processing roller 124 clockwise and passes through the leading-out roller 125 anticlockwise, the first spraying structure 126 is arranged at the bottom of the dye pool 121, the first spraying structure 126 comprises a plurality of telescopic first spraying guns 1261, the plurality of first spraying guns 1261 are opposite to the bottom surface of the grey fabric 4 on the first processing roller 123, the distances between the plurality of first spraying guns 1261 and the bottom surface of the grey fabric 4 are equal, the second spraying structure is arranged at the top of the dye pool 121, the second spraying structure 127 includes a plurality of retractable second spray guns 1271, the plurality of second spray guns 1271 are opposite to the top surface of the raw fabric 4 on the second treating roller 124 and the plurality of second spray guns 1271 are equally spaced from the top surface of the raw fabric 4, the first spray guns 1261 and the second spray guns 1271 are used for spraying the dye medium 1211 and the impactor; the drying assembly 13 serves to dry the raw fabric 4 guided out from the guide-out roller 125 and to roll the raw fabric 4 during the drying process.
In this embodiment, it should be noted that, in the whole dyeing and finishing apparatus 1, the pre-treatment assembly 11 removes impurities on the raw fabric 4, the impurities mainly include dust, hair feather, etc., the pre-treatment assembly 11 may be a combination of a desizing device, a washing device and a drying device, the raw fabric 4 passing through the pre-treatment assembly 11 passes through the guide-in roller 122 clockwise and enters the dye pool 121, the dye pool 121 is filled with the dye medium 1211, the dye medium 1211 permeates into the raw fabric 4 to realize preliminary dyeing, further, the raw fabric 4 passes through the first treatment roller 123 counterclockwise, the bottom surface of the raw fabric 4 faces the plurality of first spray guns 1261 on the first spraying structure 126, the dye medium 1211 is sprayed to the bottom surface of the fabric by the first spray guns 1261, the dye medium 1211 collides with the surface of the fabric at the moment the dye medium 1211 contacts with the fabric, and promotes the dye medium 1211 in the whole dye pool to permeate towards the inside of the raw fabric 121, the combination stability of the dye medium 1211 and fibers in the fabric is promoted, the dyeing and finishing treatment effect is greatly improved, the impact resistance of molten metal is improved in the process that the gray fabric 4 is permeated, the extrusion collision degree is further increased by the impact body sprayed by the first spray gun 1261, the local deformation degree of the fabric is improved, the fluidity of the dye medium 1211 in the gray fabric 4 is improved, the structural strength and the impact resistance of the fabric of the gray fabric 4 are further improved, the same gray fabric 4 passing through the first treatment roller 123 enters the second treatment roller 124 clockwise, and the second spraying structure 127 simultaneously carries out processing the same as that of the first spraying structure 126 on the upper surface of the gray fabric 4, so that the dyeing and finishing operation of the whole gray fabric 4 is finished; more importantly, the first spray gun 1261 and the second spray gun 1271 can be stretched, so that the lengths of the first spray gun 1261 and the second spray gun 1271 can be adjusted according to the running position of specific grey cloth 4, the proper distance between the first spray gun 1261 and the second spray gun 1271 and the grey cloth 4 is ensured, the dyeing and finishing effect and the dyeing and finishing efficiency of the grey cloth 4 are improved to the maximum, and the flame retardant property and the molten metal impact resistance of the fabric under the bombing condition are improved to the maximum.
Specifically, the pretreatment assembly 11 further includes a conductive assembly 111, the conductive assembly 111 includes two conductive plates 1111 facing each other and connected to the positive electrode, the raw fabric 4 introduced into the introduction roller 122 can pass through between the two conductive plates 1111, and the negative electrode is connected to each of the first spray gun 1261 and the second spray gun 1271.
In this embodiment, the conductive member 111 can make the fabric 4 carry a positive charge, and the first spray gun 1261 and the second spray gun 1271 can make the dye medium 1211 carry a negative charge, so that when the sprayed dye medium 1211 contacts the fabric 4, the penetration rate of the dye medium 1211 in the fabric 4 is further promoted due to the attraction between the positive charge and the negative charge, the bonding stability of the dye medium 1211 and the fibers in the fabric is further promoted, and the dyeing and finishing effect is further promoted.
Specifically, first firing structure 126 further includes a first fluid return 1262, first gun 1261 is disposed atop first fluid return 1262, first fluid return 1262 is configured to adjust a length of first gun 1261 and is further configured to draw dye medium 1211 and impingement objects into first gun 1261 within dye bath 121; the second spraying structure 127 further includes a second backflow body 1272, the second spraying gun 1271 is disposed at the bottom of the second backflow body 1272, and the second backflow body 1272 is used for adjusting the length of the second spraying gun 1271 and is also used for sucking the dye medium 1211 and the impact body in the dye bath 121 into the second spraying gun 1271.
In this embodiment, it should be noted that the first fluid return 1262 continuously sucks the dye medium 1211 and the impactor in the dye bath 121 to the first spray gun 1261, and similarly, the second fluid return 1272 continuously sucks the dye medium 1211 and the impactor in the dye bath 121 to the second spray gun 1271.
Specifically, first spray gun 1261 and second spray gun 1271 are the same in structure, and both include: a telescopic pipe group; a sealing rubber sleeve sleeved on the telescopic pipe group; the ejection tube is arranged in the center of the telescopic tube group; the telescopic tube group is used for ejecting a dye medium 1211, the telescopic tube group is also used for increasing or reducing the length after stretching, the sealing rubber sleeve is used for isolating the dye medium 1211 from the outer wall of the telescopic tube group, and the ejection tube is used for ejecting an impact body.
In this embodiment, it should be noted that the telescopic tube group performs telescopic motion under the driving of the first backflow fluid 1262 or the second backflow fluid 1272, and the sealing rubber sleeve can effectively seal the gap of the outer wall of the telescopic tube group, so as to prevent the dye medium 1211 from accidentally penetrating.
Specifically, the device also comprises a yarn making and selecting device 2 and a weaving device 3; the yarn making and selecting equipment 2 is used for preparing single-component yarns, double-component yarns, three-component yarns and four-component yarns, the single-component yarns, the double-component yarns, the three-component yarns and the four-component yarns are respectively composed of one, two, three and four of pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber, one of the single-component yarns, the double-component yarns, the three-component yarns and the four-component yarns is selected as warp yarns, one of the single-component yarns, the double-component yarns, the three-component yarns and the four-component yarns is selected as weft yarns, and the combination of the warp yarns and the weft yarns needs to contain the pre-oxidized fiber, the carbon fiber, the aramid fiber and the flame-retardant cellulose fiber; the weaving device 3 is used for weaving the obtained warp and weft according to a preset weave structure to obtain the grey fabric, wherein the preset weave structure comprises any one or more of plain weave, twill weave, change weave, combined weave, jacquard weave and complex weave.
In this embodiment, it should be noted that the fabric is formed by interweaving warp yarns and weft yarns and forms a weave structure, the warp yarns are one of single-component yarns, two-component yarns, three-component yarns and four-component yarns, and the weft yarns are one of the single-component yarns, the two-component yarns, the three-component yarns and the four-component yarns; the single-component yarn, the double-component yarn, the three-component yarn and the four-component yarn are respectively composed of one, two, three and four of pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber; the fabric comprises pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber, wherein the mass fraction of the pre-oxidized fiber accounts for 30-70%, the mass fraction of the carbon fiber accounts for 20-50%, the mass fraction of the aramid fiber accounts for 30-70%, and the mass fraction of the cellulose fiber accounts for 1-20%;
it should also be noted that the plain weave is formed by interweaving the warp yarns with the weft yarns one above the other; the twill is represented by a twill line with a certain angle on the surface of the fabric at the interweaving point of the warp and the weft; the modified structure is a structure obtained by modifying one or more of a plurality of factors such as the float length of the structure point, the number of flies, the direction in which the twill lines are arranged, the number of yarn cycles, and the like, on the basis of the original structure; at least one of warp and weft yarns forming the fabric with complex texture is composed of two or more than two systems of yarns; the jacquard weave is a concave-convex pattern formed by interlacing warp yarns and weft yarns.
The flame-retardant cellulose fiber is any one of blended flame-retardant modified cellulose fiber, graft copolymerization flame-retardant modified cellulose fiber and post-finishing flame-retardant modified cellulose fiber. The blending flame-retardant modified cellulose fiber is prepared by adding a flame retardant into a viscose spinning solution, and embedding the flame retardant on the fiber when the blending solution is solidified to ensure that the fiber has a permanent flame-retardant effect; the graft copolymerization flame-retardant modified cellulose fiber is divided into free radical polymerization, ionic polymerization and polycondensation, can improve the defects of the cellulose fiber, can keep the original excellent performance of cellulose limit, and can prepare the functional cellulose fiber with strong flame-retardant property.
Specifically, as shown in fig. 4 to 7, there is also provided a method for preparing a flame-retardant and molten metal impact-resistant fabric under a flashover condition, wherein the method includes a preparation system as in any one of the above embodiments, and the method includes:
s1, preparing single-component yarns, two-component yarns, three-component yarns and four-component yarns by adopting the yarn preparation and selection equipment 2, wherein the single-component yarns, the two-component yarns, the three-component yarns and the four-component yarns are respectively composed of one, two, three and four of pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber;
s2, selecting one of single-component yarns, two-component yarns, three-component yarns and four-component yarns as warp yarns and selecting one of the single-component yarns, the two-component yarns, the three-component yarns and the four-component yarns as weft yarns by adopting the yarn preparation and selection equipment 2, wherein the combination of the warp yarns and the weft yarns needs to contain pre-oxidized fiber, carbon fiber, aramid fiber and flame-retardant cellulose fiber;
s3, weaving the obtained warp and weft by using weaving equipment 3 according to a preset weave structure to obtain a grey fabric, wherein the weave structure comprises any one or more of plain weave, twill weave, change weave, combined weave, jacquard weave and complex weave;
and S4, carrying out dyeing and finishing procedures on the preset grey fabric by adopting the dyeing and finishing equipment 1 to obtain a finished fabric.
Specifically, S1 includes: s11, obtaining pre-oxidized silk fibers, carbon fibers, aramid fibers and cellulose fibers; s12, mixing one, two, three and four of the obtained four fibers one by one to form a single-component raw material, a two-component raw material, a three-component raw material and a four-component raw material in sequence; s13, respectively and sequentially carrying out opening picking, cotton carding, primary drawing, secondary drawing, roving, spinning, winding, doubling and double twisting on the single-component raw material, the double-component raw material, the three-component raw material and the four-component raw material to prepare single-component yarn, double-component yarn, three-component yarn and four-component yarn.
Specifically, S3 includes: s31, warping and slashing the obtained warp and weft, and drying; and S32, sequentially performing drawing-weaving-grey cloth 4 inspection-trimming weaving after the drying is finished to obtain grey cloth fabric with a preset tissue structure.
Specifically, in S31, sizing is performed by using a sizing agent, wherein the sizing agent is prepared by mixing polyvinyl alcohol and DM-893 starch in a ratio of 5:5 with water, the concentration range of the sizing agent is 6% -8%, and the sizing rate is 3% -4%.
Specifically, S4 includes: s41, sequentially desizing, washing and drying the grey fabric, wherein the washing adopts open width washing, 0.04-0.1 g/L of degreasing agent is added, the temperature is about 40 ℃, and the washing is carried out for 8-10 times; and S42, sequentially dyeing, shaping, baking and rolling the dried grey fabric to obtain the finished fabric.
Meanwhile, the following 3 examples are adopted to verify the superiority of the fabric manufactured by adopting the scheme.
Example 1
The method comprises the steps of obtaining pre-oxidized fiber, carbon fiber, dope dyed aramid fiber and cellulose fiber, and respectively spinning the pre-oxidized fiber/carbon fiber/cellulose fiber yarn and the aramid fiber yarn by adopting yarn preparation and selection equipment through the processes of opening and picking, cotton carding, primary drawing, secondary drawing, roving, spinning, winding, doubling and double twisting. The manufactured 45s/2 aramid yarns and 30s/2 pre-oxidized fibers/carbon fibers/cellulose fiber yarns are respectively used as warps and wefts, a twill structure with two upper twills, one lower twills and one right is adopted, the aramid yarns are distributed on the front surface of the fabric, the pre-oxidized fibers/carbon fibers/cellulose fiber yarns are distributed in the fabric, and a weaving device is adopted to prepare the grey fabric through warping, sizing, warp threading, weaving, grey cloth inspection and weaving.
The grey fabric is sequentially subjected to desizing, washing, drying, dyeing, sizing, baking and rolling by using dyeing and finishing equipment to prepare the flame-retardant and molten metal impact-resistant fabric under the bombing condition, wherein the raw materials of the whole fabric comprise 40% of aramid fiber, 40% of pre-oxidized fiber, 10% of carbon fiber and 10% of cellulose fiber; square meter grammage: 205g/m 2; and (3) warp and weft density: 396 multiplied by 248 per 10 cm; strength by tearing in both warp and weft directions: 90N/50N.
In the sizing process, sizing pretreatment is carried out on warps by using sizing agents, and then drying treatment is carried out. The sizing agent is prepared by mixing PVA-1799 (polyvinyl alcohol) and DM-893 (epoxy resin adhesive) starch 5:5 in proportion, the concentration of the sizing agent is 6%, the sizing rate is 3%, the washing procedure is open-width washing, 0.08g/L degreasing agent is added, the temperature is about 40 ℃, and 8 times of washing are carried out to remove hairiness on the surface of the fabric.
And (3) verifying the protection performance effect: the 350g/m2 flame retardant finished pure cotton twill cloth as comparison 1, 210g/m2 aramid fabric twill cloth as comparison 2 and the fabric prepared in the example 1 are tested, and the performance of the fabrics is shown in the following table 1:
TABLE 1
Example 2
Obtaining pre-oxidized fiber, carbon fiber, dope-dyed aramid fiber and cellulose fiber, respectively spinning aramid fiber/carbon fiber/cellulose fiber yarn and pre-oxidized yarn by adopting yarn preparation equipment through the processes of opening picking, cotton carding, primary drawing, secondary drawing, roving, spinning, winding, doubling and double twisting, respectively taking the prepared 40s/2 aramid fiber/carbon fiber/cellulose fiber yarn and 40s/2 pre-oxidized yarn as warp yarn and weft yarn, respectively adopting jacquard weave (2/1+3/3) tissue, and then adopting weaving equipment to perform warping, sizing, warp-threading, weaving, grey cloth inspection and weaving to obtain grey cloth fabric.
The grey fabric is sequentially subjected to desizing, washing, drying, dyeing, sizing, baking and rolling by using dyeing and finishing equipment to prepare the flame-retardant and molten metal impact-resistant fabric under the bombing condition, wherein the raw materials of the whole fabric comprise 45% of preoxidized fiber, 30% of aramid fiber, 15% of carbon fiber and 10% of cellulose fiber; gram weight: 210g/m2, warp and weft yarn density: 408X 232 roots/10 cm; strength by tearing in both warp and weft directions: 90N/48N.
In the sizing process, sizing pretreatment is carried out on warp yarns by using sizing agent, then drying treatment is carried out, the sizing agent adopts a formula of 5:5 of PVA-1799 (polyvinyl alcohol) and DM-893 (epoxy resin adhesive) starch, and the concentration of the sizing agent is as follows: 6%, sizing rate: 4 percent. The washing process is open-width washing, 0.08g/L of degreasing agent is added, the temperature is about 40 ℃, and 8-time washing is carried out to remove hairiness on the surface of the fabric.
And (3) verifying the protection performance effect: the same fabric prepared in example 1 was also tested with 350g/m2 flame retardant finished pure cotton twill as comparative 1, 210g/m2 aramid fiber fabric twill as comparative 2, and the performance of the fabric is shown in table 2:
TABLE 2
Example 3
The method comprises the steps of obtaining pre-oxidized fiber, carbon fiber, dope dyed aramid fiber and cellulose fiber, spinning the pre-oxidized fiber limiting/aramid fiber/cellulose fiber/carbon fiber blended yarn by adopting yarn manufacturing and selecting equipment through the processes of opening picking, cotton carding, primary drawing, secondary drawing, roving, spinning, winding, doubling and double twisting, taking the two same 36s/2 pre-oxidized fiber limiting/aramid fiber/cellulose fiber/carbon fiber blended yarns as warp and weft, adopting plain jacquard (1/1+3/3) tissues, and then adopting weaving equipment to perform warping, sizing, warp-threading, weaving, grey cloth inspection and repair weaving to obtain grey cloth fabric.
And then dyeing and finishing equipment is adopted to sequentially carry out desizing, washing, drying, dyeing, sizing, baking and rolling on the grey fabric to obtain the flame-retardant and molten metal impact-resistant fabric under the flashover condition, wherein the whole fabric comprises the following raw material components: the pre-oxidized fiber content accounts for 40%, the aramid fiber content accounts for 30%, the cellulose fiber content accounts for 20%, and the carbon fiber content accounts for 10%; square meter grammage: 253g/m2, warp and weft yarn density: 408X 276 per 10 cm; strength by tearing in both warp and weft directions: 110N/54N.
In the sizing process, sizing pretreatment is carried out on warps by using sizing agents, and then drying treatment is carried out. The slurry is prepared by mixing polyvinyl alcohol and DM-893 (epoxy resin adhesive) starch 5:5 in proportion, wherein the concentration of the slurry is as follows: 8%, sizing rate: 3 percent. The washing process is open-width washing, 0.06g/L of degreasing agent is added, the temperature is about 40 ℃, and 8-time washing is carried out to remove hairiness on the surface of the fabric.
And (3) verifying the protection performance effect: the same fabric prepared in example 1 was also tested with 350g/m2 flame retardant finished pure cotton twill as comparative 1, 210g/m2 aramid fiber fabric twill as comparative 2, and the performance of the fabric is shown in table 3:
TABLE 3
Finally, it should be noted that: the above embodiments are only used to illustrate the technical solution of the present invention, and not to limit the same; while the invention has been described in detail and with reference to the foregoing embodiments, it will be understood by those skilled in the art that: the technical solutions described in the foregoing embodiments may still be modified, or some or all of the technical features may be equivalently replaced; such modifications and substitutions do not depart from the spirit and scope of the present invention, and they should be construed as being included in the following claims and description.
- 上一篇:一种医用注射器针头装配设备
- 下一篇:一种筒子纱染色用纱管结构