多孔质复合体
阅读说明:本技术 多孔质复合体 (Porous composite ) 是由 中岛拓哉 武野省吾 泉有仁枝 于 2019-03-28 设计创作,主要内容包括:多孔质复合体(1)的基材(2)具有:内部被隔壁(12)隔成在长度方向上延伸的多个隔室(23)的蜂窝结构。多个隔室(23)中,长度方向上的一端被密封的多个第一隔室(231)和长度方向上的另一端被密封的多个第二隔室(232)交替排列。捕集层(3)将多个第一隔室(231)的内侧面被覆。表示多个第一隔室(231)中的捕集层(3)的表面的面粗糙度的算术平均高度Sa、即整体Sa为0.1μm以上且12μm以下。另外,多个第一隔室(231)中的捕集层(3)的平均膜厚、即整体平均膜厚为10μm以上且40μm以下。由此,能够降低多孔质复合体(1)中的压损,并且,还能够提高粒子状物质的捕集效率。(A substrate (2) of a porous composite (1) comprises: the interior of the honeycomb structure is partitioned by partition walls (12) into a plurality of cells (23) extending in the longitudinal direction. Among the plurality of compartments (23), a plurality of first compartments (231) having one end sealed in the longitudinal direction and a plurality of second compartments (232) having the other end sealed in the longitudinal direction are alternately arranged. The trap layer (3) covers the inner surfaces of the plurality of first compartments (231). The arithmetic average height Sa, which is the overall Sa, that represents the surface roughness of the surface of the trapping layer (3) in the plurality of first compartments (231) is 0.1 to 12 [ mu ] m. The average film thickness of the trap layer (3) in the plurality of first compartments (231), that is, the overall average film thickness, is 10 [ mu ] m or more and 40 [ mu ] m or less. This can reduce the pressure loss in the porous composite (1) and can improve the collection efficiency of the particulate matter.)
技术领域
本发明涉及多孔质复合体。
背景技术
在从柴油发动机等内燃机、各种燃烧装置等中排出的气体中包含有烟灰等粒子状物质。因此,在搭载有柴油发动机的车辆等中设置有对废气中的粒子状物质进行捕集的过滤器。作为该过滤器之一,使用如下蜂窝结构体,该蜂窝结构体构成为:在多孔质的蜂窝基材的多个隔室中,在一部分隔室的流出侧的开口部及剩余隔室的流入侧的开口部设置有封孔部。
近年来,提出如下方案,即,对于来自汽油发动机的废气中包含的粒子状物质也利用如上所述的蜂窝结构体作为过滤器来捕集。例如,日本特开2011-139975号公报(文献1)中提出了如下蜂窝结构体,该蜂窝结构体抑制压力损失的增大,并且,以高捕集效率对直喷汽油发动机的废气中包含的粒子状物质进行捕集。另外,日本特开2011-147931号公报(文献2)中提出了如下技术,即,通过在蜂窝结构体的隔壁表面形成表面捕集层,来提高捕集效率。
目前,对于上述作为过滤器加以利用的蜂窝结构体,要求进一步抑制压力损失增大且实现粒子状物质的高捕集效率。
发明内容
本发明适用于多孔质复合体,其目的在于,降低压力损失(以下称为“压损”。),并且,提高粒子状物质的捕集效率。
本发明的优选的一个方案所涉及的多孔质复合体具备:多孔质的基材;以及多孔质的捕集层,该捕集层形成在所述基材上。所述基材具有:内部被隔壁隔成在长度方向上延伸的多个隔室的蜂窝结构。所述多个隔室中,长度方向上的一端被密封的多个第一隔室和长度方向上的另一端被密封的多个第二隔室交替排列。所述捕集层将所述多个第一隔室的内侧面被覆。表示所述多个第一隔室中的所述捕集层的表面的面粗糙度的算术平均高度Sa、即整体Sa为0.1μm以上且12μm以下。所述多个第一隔室中的所述捕集层的平均膜厚、即整体平均膜厚为10μm以上且40μm以下。根据该多孔质复合体,能够降低压损,并且,还能够提高捕集效率。
优选为,所述多个第一隔室的长度方向上的所述一端侧的端部处的所述捕集层的表面的算术平均高度Sa、即出口侧Sa为0.1μm以上且15μm以下。
优选为,所述多个第一隔室的所述端部处的所述捕集层的平均膜厚、即出口侧平均膜厚为35μm以上且50μm以下。
优选为,所述多个第一隔室中的所述捕集层的平均细孔径为0.1μm以上且20μm以下。
优选为,所述多个第一隔室中的所述捕集层的气孔率为50%以上且90%以下。
优选为,所述多个第一隔室中的所述捕集层的骨料的平均粒径为0.1μm以上且5μm以下。
优选为,所述多个第一隔室中的所述捕集层包含:碳化硅、堇青石、多铝红柱石、氧化铝、氧化硅、氧化钛、氧化锆、氧化铁、氧化铈中的至少1种。
优选为,所述捕集层不存在于所述多个第二隔室内。
优选为,所述隔壁的主材料为堇青石。所述隔壁的平均细孔径为5μm以上且30μm以下。所述隔壁的气孔率为30%以上且70%以下。
优选为,所述多孔质复合体为对从汽油发动机排出的废气中的粒子状物质进行捕集的汽油颗粒过滤器。
上述的目的及其他目的、特征、方案及优点通过以下参照附图进行的本发明的详细说明加以明确。
附图说明
图1是一个实施方式所涉及的多孔质复合体的俯视图。
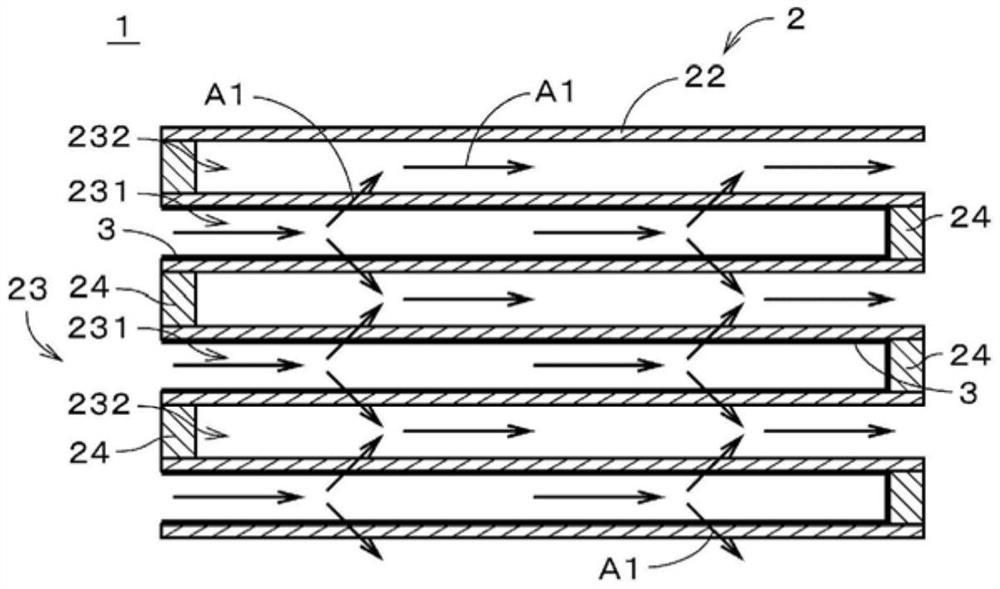
图2是多孔质复合体的截面图。
图3是与捕集层及基材的截面的SEM图像相当的示意图。
图4是与捕集层及基材的截面的SEM图像相当的示意图。
图5是与捕集层及基材的截面的SEM图像相当的示意图。
图6是表示试样的图。
图7是表示试样上的测定区域的图。
图8是示意性地表示试样的一部分的图。
图9是表示多孔质复合体的制造流程的图。
具体实施方式
图1是将本发明的一个实施方式所涉及的多孔质复合体1简化示出的俯视图。多孔质复合体1为在一个方向上较长的筒状部件,图1中示出多孔质复合体1的长度方向上的一侧的端面。图2是表示多孔质复合体1的截面图。图2中示出沿着该长度方向的截面的一部分。多孔质复合体1用作例如对从汽车等的汽油发动机中排出的废气中的烟灰等粒子状物质进行捕集的汽油颗粒过滤器(GPF:Gasoline Particulate Filter)。
多孔质复合体1具备多孔质的基材2和多孔质的捕集层3。图1及图2所示的例子中,基材2为具有蜂窝结构的部件。基材2具备筒状外壁21和隔壁22。筒状外壁21为在长度方向(即、图2中的左右方向)上延伸的筒状的部位。与长度方向垂直的筒状外壁21的截面形状为例如大致圆形。该截面形状可以为多边形等其他形状。
隔壁22为设置于筒状外壁21的内部并将该内部隔成多个隔室23的格子状的部位。多个隔室23分别为在长度方向上延伸的空间。与长度方向垂直的各隔室23的截面形状为例如大致正方形。该截面形状可以为多边形或圆形等其他形状。多个隔室23原则上具有相同的截面形状。在多个隔室23中可以包括不同截面形状的隔室23。基材2为内部被隔壁22隔成多个隔室23的隔室结构体。
筒状外壁21及隔壁22分别为多孔质的部位。筒状外壁21及隔壁22由例如陶瓷形成。筒状外壁21及隔壁22的主材料优选为堇青石(2MgO·2Al2O3·5SiO2)。筒状外壁21及隔壁22的材料可以为堇青石以外的陶瓷,也可以为陶瓷以外的材料。
筒状外壁21的长度方向上的长度为例如50mm~300mm。筒状外壁21的外径为例如50mm~300mm。筒状外壁21的厚度为例如30μm(微米)以上,优选为50μm以上。筒状外壁21的厚度为例如1000μm以下,优选为500μm以下,更优选为350μm以下。
隔壁22的长度方向上的长度与筒状外壁21大致相同。隔壁22的厚度为例如30μm以上,优选为50μm以上。隔壁22的厚度为例如1000μm以下,优选为500μm以下,更优选为350μm以下。隔壁22的气孔率为例如20%以上,优选为30%以上。隔壁22的气孔率为例如80%以下,优选为70%以下。例如,可以将纯水作为介质,利用阿基米德法测定该气孔率。隔壁22的平均细孔径为例如5μm以上,优选为8μm以上。隔壁22的平均细孔径为例如30μm以下,优选为25μm以下。例如,利用压汞法(依据JIS R1655),测定该平均细孔径。
基材2的隔室密度(即、与长度方向垂直的截面中的每单位面积的隔室23的数量)为例如10隔室/cm2(平方厘米)以上,优选为20隔室/cm2以上,更优选为30隔室/cm2以上。隔室密度为例如200隔室/cm2以下,优选为150隔室/cm2以下。图1中,以隔室23的大小比实际大且隔室23的数量比实际少的方式进行描绘。隔室23的大小及数量等可以进行各种变更。
在多孔质复合体1用作GPF的情况下,将长度方向上的多孔质复合体1的一端侧(即、图2中的左侧)设为入口,将另一端侧设为出口,从而废气等气体在多孔质复合体1的内部流动。另外,对于多孔质复合体1的多个隔室23,一部分的多个隔室23中,在入口侧的端部设置有封孔部24,剩余的多个隔室23中,在出口侧的端部设置有封孔部24。
图1描绘出多孔质复合体1的入口侧。另外,图1中,为了使图的理解变得容易,对入口侧的封孔部24标记平行斜线。图1所示的例子中,在入口侧设置有封孔部24的隔室23和在入口侧未设置封孔部24的隔室23(即、在出口侧设置有封孔部24的隔室23)在图1中的纵向及横向上交替地排列。
以下的说明中,将在出口侧设置有封孔部24的隔室23称为“第一隔室231”,将在入口侧设置有封孔部24的隔室23称为“第二隔室232”。另外,不需要将第一隔室231及第二隔室232区别开的情况下,如上所述总称为“隔室23”。多孔质复合体1的多个隔室23中,长度方向上的一端被密封的多个第一隔室231和长度方向上的另一端被密封的多个第二隔室232交替排列。
捕集层3呈膜状形成在基材2的表面上。图2所示的例子中,捕集层3设置于在出口侧设置有封孔部24的多个第一隔室231内,将该多个第一隔室231的内侧面(即、隔壁22的表面)被覆。图2中,将捕集层3用粗线表示。捕集层3在该多个第一隔室231内还将出口侧的封孔部24的内表面被覆。另一方面,在入口侧设置有封孔部24的多个第二隔室232内不存在捕集层3。换言之,多个第二隔室232的内侧面未被捕集层3覆盖而露出。
多个第一隔室231中的捕集层3由例如陶瓷形成。优选为,捕集层3包含碳化硅、堇青石、多铝红柱石、氧化铝、氧化硅、氧化钛、氧化锆、氧化铁、氧化铈中的至少1种作为主材料。应予说明,捕集层3可以由其他陶瓷形成,也可以由陶瓷以外的材料形成。
捕集层3的平均细孔径优选为0.1μm以上且20μm以下。该平均细孔径更优选为4.1μm以上且20μm以下,进一步优选为4.1μm以上且6μm以下。捕集层3的气孔率优选为50%以上且90%以下。该气孔率更优选为70%以上且78%以下。构成捕集层3的骨料的平均粒径优选为0.1μm以上且5μm以下。该平均粒径更优选为0.4μm以上且5μm以下。
捕集层3的平均细孔径、气孔率及骨料的平均粒径通过如下方法求解。首先,利用截面抛光机(CP)对多孔质复合体1进行加工,使包括捕集层3及基材2在内的研磨截面露出,利用SEM(扫描型电子显微镜)以规定的倍率(例如、1000倍)对该研磨截面进行拍摄,由此取得SEM图像。图3是与该SEM图像相当的示意图。接下来,采用株式会社日本罗珀制的图像解析软件“Image-Pro ver.9.3.2”,对该SEM图像进行图像解析,由此求出捕集层3的平均细孔径、气孔率及骨料的平均粒径。
具体而言,如图4的示意图所示,在该SEM图像的存在捕集层3的区域中,将与基材2的表面平行地延伸的多条直线91在与该多条直线91垂直的方向上排列。该SEM图像的1个像素对应于0.1μm×0.1μm。另外,各直线91的宽度相当于该SEM图像的1个像素,图4所示的例子中为0.1μm。接下来,计算出直线91上明部分(即、捕集层3的骨料)相连的各区域(以下称为“明区域”。)的面积。另外,计算出直线91上暗部分(即、捕集层3的气孔)相连的各区域(以下称为“暗区域”。)的面积。在该明区域及暗区域的面积计算中,利用直线91选取宽度0.2μm的区域(即、具有2个像素的宽度的区域)。具体而言,宽度0.1μm的直线91配置在宽度方向上相邻的2列像素列(即、在与宽度方向垂直的方向上排列的多个像素的列)的边界线上,与该直线91重叠的全部像素成为计算上述面积的对象。明区域及暗区域的面积按0.01μm2单位计算,小于0.05μm2的区域(即、小于5个像素的区域)视为噪音,予以忽略。然后,求出暗区域的面积的算术平均作为利用直线91选取的气孔面积。该气孔面积是气孔径和由直线91规定的气孔宽度(即、与2个像素相当的0.2μm)相乘得到的。因此,上述的暗区域的面积的算术平均除以0.2μm(即、气孔宽度),由此计算出捕集层3的平均细孔径。另外,暗区域的合计面积除以明区域的合计面积与暗区域的合计面积之和,由此计算出捕集层3的气孔率。
另外,如图5的示意图所示,该SEM图像中,以长方形区域92切取捕集层3的一部分,在该长方形区域92内,对各明部分(即、各骨料粒子)的费雷特直径(JIS Z 8827-1)进行测定。具体而言,在长方形区域92内,利用朝向规定的方向(例如、左右方向)的2条平行直线夹持骨料粒子,将使该2条直线与骨料粒子外接时的该2条直线的间隔(即、与该2条直线垂直的方向上的该2条直线间的距离)设为费雷特直径。然后,取得全部骨料粒子的费雷特直径的算术平均作为骨料粒子的平均粒径。
关于捕集层3的整个表面,表示该表面的面粗糙度的算术平均高度Sa(以下也称为“整体Sa”。)优选为0.1μm以上且12μm以下。该整体Sa更优选为0.1μm以上且10μm以下。另外,在捕集层3的表面,气体流出的出口侧的端部处的算术平均高度Sa(以下也称为“出口侧Sa”。)为0.1μm以上且15μm以下。该出口侧Sa更优选为0.1μm以上且10μm以下。
捕集层3整体的平均膜厚(以下也称为“整体平均膜厚”。)优选为10μm以上且40μm以下。该整体平均膜厚更优选为30μm以上且40μm以下。另外,上述的出口侧的端部处的捕集层3的平均膜厚(以下也称为“出口侧平均膜厚”。)为20μm以上且50μm以下。该出口侧平均膜厚更优选为35μm以上且50μm以下。优选为,出口侧平均膜厚大于整体平均膜厚。
捕集层3的表面的算术平均高度Sa及捕集层3的平均膜厚可以利用3D形状测定机进行测定。具体而言,首先,将多孔质复合体1以与长度方向平行的2个截面切断,由此,取得这2个截面所夹着的大致平板状的部位作为试样。这2个截面以夹着在多孔质复合体1的长度方向上延伸的中心轴的方式对置,至少一个截面包括多个隔室23。该试样的长度方向上的长度与多孔质复合体1的长度方向上的长度相同,试样的宽度方向上的宽度与多孔质复合体1的直径(即、筒状外壁21的外径)相同。
图6是表示所取得的试样80的一个主面(即、多孔质复合体1的纵截面)的图。如图6所示,在大致矩形的试样80中,在图中的上下方向上延伸的多个隔室23在图中的左右方向上排列。图中的上下方向及左右方向分别与多孔质复合体1的长度方向及以上述中心轴为中心的径向(即、宽度方向)相对应。图中的下侧与上述的入口侧相对应,图中的上侧与上述的出口侧相对应。应予说明,图6及后述的图7中,标记有平行斜线的隔室23是:设置有捕集层3的隔室23。
接下来,如图7所示,在图6的多孔质复合体1的纵截面中,在试样80上设定了9个测定区域811~813、821~823、831~833。各测定区域811~813、821~823、831~833是:具有与试样80的长度方向及宽度方向分别平行的一对边的大致矩形的区域。测定区域821~823在测定图像的宽度方向中央处自下侧(即、入口侧)开始依次在上下方向上排列。测定区域811~813在测定区域821~823的右侧自下侧开始依次在上下方向上排列。测定区域831~833在测定区域821~823的左侧自下侧开始依次在上下方向上排列。测定区域811~813、821~823、831~833各自的宽度方向上的宽度为试样80的宽度的大致1/3。测定区域811~813、821~823、831~833各自的长度方向上的长度与试样80的长度方向上的全长(以下简称为“全长”。)的20%大致相等。
测定区域811、821、831位于长度方向上的大致相同的位置。测定区域811、821、831的长度方向中央相对于试样80的下端位于上侧,且位于以与试样80的全长的20%大致相等的距离远离该下端的位置。测定区域812、822、832位于长度方向上的大致相同的位置。测定区域812、822、832的长度方向中央位于试样80的长度方向上的大致中央。测定区域813、823、833位于长度方向上的大致相同的位置。测定区域813、823、833的长度方向中央相对于试样80的上端位于下侧,且位于以与试样80的全长的20%大致相等的距离远离该上端的位置。
接下来,在测定区域821的任意点,利用3D形状测定机(株式会社KEYENCE制:一键式3D形状测定机VR-3200),以规定的倍率(例如、25倍)对试样80的主面进行拍摄。图8是示意性地表示利用3D形状测定机得到的图像的图。该图像中,3个第一隔室231和2个第二隔室232在宽度方向上交替排列。图8中,为了使图的理解变得容易,对各第一隔室231的捕集层3标记平行斜线。另外,图8中,将隔壁22上的捕集层3的截面用粗线表示。
3D形状测定机中,基于图8所示的图像,计算出该图像中的1个第一隔室231中的捕集层3的表面的算术平均高度Sa。具体而言,计算出该第一隔室231的宽度方向上的中央部处在长度方向上延伸的带状的区域的算术平均高度Sa。所计算出的算术平均高度Sa设为测定区域821中的捕集层3的Sa。应予说明,针对图8所示的图像中的各第一隔室231计算出的捕集层3的Sa大致相同。另外,在测定区域821对3D形状测定机的拍摄点进行各种变更而测定得到的捕集层3的Sa也大致相同。在其他测定区域811~813、822~823、831~833也是同样的。
当对测定区域821中的捕集层3的Sa进行了测定时,测定区域822~823中的捕集层3的Sa利用同样的方法进行测定。另外,测定区域811~813中的捕集层3的Sa也利用同样的方法进行测定。然后,求出该6个测定区域(即、测定区域811~813、821~823)中的捕集层3的Sa的算术平均,将该算术平均设为上述的整体Sa。另外,将出口侧的2个测定区域(即、测定区域813、823)中的捕集层3的Sa的算术平均设为上述的出口侧Sa。应予说明,在整体Sa及出口侧Sa的计算中,可以采用测定区域831~833中的捕集层3的Sa来代替测定区域811~813中的捕集层3的Sa。
另外,3D形状测定机中,基于图8所示的图像,计算出该图像中的宽度方向中央的第一隔室231中的捕集层3表面的厚度方向(即、图中的与纸面垂直的方向)上的平均位置、及与该第一隔室231的两侧相邻的2个第二隔室232中的隔壁22表面的厚度方向上的平均位置。具体而言,计算出第一隔室231的宽度方向上的中央部处在长度方向上延伸的带状的区域中的捕集层3表面的平均位置、及各第二隔室232的宽度方向上的中央部处在长度方向上延伸的带状的区域中的隔壁22表面的平均位置。然后,第一隔室231中的上述平均位置减去2个第二隔室232中的上述平均位置的算术平均,由此计算出第一隔室231中的捕集层3的平均膜厚。所计算出的平均膜厚设为测定区域821中的捕集层3的平均膜厚。应予说明,针对图8所示的图像中的各第一隔室231计算出的捕集层3的平均膜厚大致相同。另外,在测定区域821对3D形状测定机的拍摄点进行各种变更而测定得到的捕集层3的平均膜厚也大致相同。其他测定区域811~813、822~823、831~833中也是同样的。
当对测定区域821中的捕集层3的平均膜厚进行了测定时,测定区域822~823中的捕集层3的平均膜厚利用同样的方法进行测定。另外,测定区域811~813中的捕集层3的平均膜厚也利用同样的方法进行测定。然后,求出该6个测定区域(即、测定区域811~813、821~823)中的捕集层3的平均膜厚的算术平均,将该算术平均设为上述的整体平均膜厚。另外,将出口侧的2个测定区域(即、测定区域813、823)中的捕集层3的平均膜厚的算术平均设为上述的出口侧平均膜厚。应予说明,在整体平均膜厚及出口侧平均膜厚的计算中,可以采用测定区域831~833中的捕集层3的平均膜厚来代替测定区域811~813中的捕集层3的平均膜厚。
图1及图2所示的多孔质复合体1中,如图2中的箭头A1所示,向多孔质复合体1内流入的气体从入口侧未密封的第一隔室231的入口向该第一隔室231内流入,从该第一隔室231通过捕集层3及隔壁22而向出口侧未密封的第二隔室232移动。此时,在捕集层3中效率良好地捕集气体中的粒子状物质。
接着,参照图9,对多孔质复合体1的制造方法的一个例子进行说明。在制造多孔质复合体1时,首先,将基材2的筒状外壁21的外侧面利用不透液性的片状部件进行覆盖。例如,将不透液性的膜卷绕于筒状外壁21的外侧面的大致整面。
接下来,准备用于形成捕集层3的原料浆料(步骤S11)。通过将作为捕集层3的原料的粒子(以下称为“捕集层粒子”。)、造孔剂的粒子及凝聚剂等加入到水中进行混合来制备原料浆料。捕集层粒子为例如碳化硅(SiC)或氧化铈(CeO2)的粒子。原料浆料包含捕集层粒子及造孔剂粒子等凝聚而成的粒子(以下称为“凝聚粒子”。)。在制备原料浆料时,按凝聚粒子的粒径大于基材2的平均细孔径的方式确定凝聚剂的种类、添加量等。由此,防止或抑制在后述的步骤S12中凝聚粒子向基材2的细孔中侵入。原料浆料的粘度为例如2mPa·s~30mPa·s。
接着,针对基材2的多个隔室23中的待形成捕集层3的预定的多个第一隔室231,从该多个第一隔室231的入口(即、未设置封孔部24的一方的端部)供给原料浆料(步骤S12)。原料浆料中的水透过基材2的隔壁22而向相邻的第二隔室232移动,从第二隔室232的未设置封孔部24的一方的端部向基材2的外部流出。原料浆料中的凝聚粒子没有通过隔壁22而附着于被供给原料浆料的第一隔室231的内表面。由此,形成凝聚粒子大致均等地附着于基材2的第一隔室231的内表面的中间体。
当规定量的原料浆料的供给结束时,对水分流出后的中间体进行干燥(步骤S13)。例如,将中间体于室温干燥12小时后,于80℃加热12小时,由此实施进一步干燥。然后,对中间体进行烧成,由此,附着在基材2上的大量凝聚粒子中的捕集层粒子结合并在基材2表面上扩展,形成多孔质的捕集层3(步骤S14)。该烧成工序中,对捕集层3中包含的造孔剂粒子进行燃烧除去,由此在捕集层3中形成细孔。步骤S14中的烧成温度及烧成时间分别为例如1200℃及2小时。
步骤S14中形成的捕集层3的表面的算术平均高度Sa如下调节,例如,对步骤S12中的原料浆料的供给开始至中间体的形成结束(即、水分自基材2的流出结束)为止所需的时间进行变更,能够调节该算术平均高度Sa。中间体的形成结束设为如下时刻,例如,持续地测定被供给了原料浆料的基材2的重量,所测定的重量减少至规定重量的时刻。上述多孔质复合体1的制造方法中,例如,通过缩短步骤S12中的原料浆料的供给开始至中间体的形成结束为止所需的时间,使得上述的算术平均高度Sa减小。该所需时间的缩短如下实现,例如,在步骤S12中利用吸气装置等对基材2进行吸引,由此促进原料浆料中的水向基材2的外部流出,由此实现所需时间的缩短。
接着,参照表1~表2,对捕集层3的算术平均高度Sa(即、整体Sa及出口侧Sa)及平均膜厚(即、整体平均膜厚及出口侧平均膜厚)、与多孔质复合体1的压损及捕集效率之间的关系进行说明。
[表1]
[表2]
实施例1~7中,基材2的主材料为堇青石,平均细孔径及气孔率分别为12μm及48%。实施例1~5中,捕集层3的主材料为SiC,实施例6~7中,捕集层3的主材料为CeO2。
实施例1~7中,捕集层3的整体Sa为4μm~11μm,出口侧Sa为5μm~14μm。捕集层3的整体平均膜厚为27μm~39μm,出口侧平均膜厚为33μm~47μm。捕集层3的平均细孔径为3.2μm~6.1μm,气孔率为67%~79%。构成捕集层3的骨料的平均粒径为2μm~3μm。
比较例1~6中,与实施例1~7同样地,基材2的主材料为堇青石,平均细孔径及气孔率分别为12μm及48%。比较例1~5中,捕集层3的主材料为SiC,比较例6中,未设置捕集层3。即,比较例6的多孔质复合体1仅由堇青石制的基材2构成。
比较例1~5中,捕集层3的整体Sa为5μm~41μm,出口侧Sa为6μm~84μm。捕集层3的整体平均膜厚为32μm~70μm,出口侧平均膜厚为45μm~98μm。捕集层3的平均细孔径为3.7μm~5.8μm,气孔率为70%~78%。构成捕集层3的骨料的平均粒径为3μm。
比较例1~2中,捕集层3的整体Sa大于12μm,出口侧Sa也大于15μm。比较例2~5中,捕集层3的整体平均膜厚大于40μm,出口侧平均膜厚也大于50μm。
实施例1~7及比较例1~6中,对多孔质复合体1捕集粒子状物质的捕集效率的好坏及抑制初始压损的好坏(即、初始压损的上升率的大小)进行判定。该捕集效率如下求解。首先,将各实施例及各比较例的多孔质复合体1分别作为GPF搭载于具有排气量2升的直喷式汽油发动机的乘用车辆的排气系统,利用底盘测功机进行车辆试验。该车辆试验中,利用按照PMP(欧洲规范的颗粒测量协议)的测量方法,对以欧洲规范运转模式(RTS95)运转时的废气中的粒子状物质的排出个数进行测量。另外,在没有将GPF搭载于上述排气系统的状态下进行同样的车辆试验,利用同样的测量方法,对废气中的粒子状物质的排出个数进行测量。将无GPF时的粒子状物质的排出个数设为“基准排出个数”,针对各实施例及各比较例,将所测量的粒子状物质的排出个数与基准排出个数之差除以基准排出个数得到的值(%)设为“捕集效率(%)”。
另外,初始压损的上升率如下求解。首先,向各实施例及各比较例的多孔质复合体1以10Nm3/min的流量供给室温的空气,分别测量多孔质复合体1的前后的压力差(即、空气的流入侧与流出侧之间的差压)。然后,将各实施例及各比较例的压力差相对于比较例6(仅有基材2)的压力差的上升率求解为多孔质复合体1的“初始压损的上升率”。具体而言,当将各实施例及各比较例各自的压力差设为A,将比较例6的压力差设为B时,以(A-B)/B×100求出初始压损的上升率(%)。
表1~表2中,将捕集效率的好坏用符号表示。具体而言,将捕集效率为92.5%以上的情形用“◎”表示,将捕集效率为90%以上且小于92.5%的情形用“○”表示。另外,将捕集效率为87.5%以上且小于90%的情形用“Δ”表示,将捕集效率小于87.5%的情形用“×”表示。
表1~表2中,将抑制初始压损的好坏也用符号表示。具体而言,将初始压损的上升率小于10%的情形用“○”表示,将初始压损的上升率为10%以上且小于13%的情形用“Δ”表示,将初始压损的上升率为13%以上的情形用“×”表示。
实施例1中,捕集效率为92.5%以上,初始压损的上升率小于10%,均良好。实施例2中,捕集效率为92.5%以上,良好,初始压损的上升率为10%以上且小于13%,在容许范围内。认为实施例2中的初始压损的上升率稍微增大的原因是:捕集层3的整体Sa及出口侧Sa大于10μm。实施例3中,捕集效率为90%以上且小于92.5%,初始压损小于10%,均良好。认为实施例3中的捕集效率稍微减小的原因是:捕集层3的出口侧平均膜厚小于35μm。
实施例4中,捕集效率为92.5%以上,良好,初始压损的上升率为10%以上且小于13%,在容许范围内。认为实施例2中的初始压损的上升率稍微增大的原因是:捕集层3的平均细孔径小于4.1μm。实施例5中,捕集效率为87.5%以上且小于90%,在容许范围内,初始压损的上升率小于10%,良好。认为实施例5中的捕集效率稍微减小的原因是:捕集层3的平均细孔径大于6μm,气孔率大于78%。实施例6中,捕集效率为92.5%以上,初始压损的上升率小于10%,均良好。实施例7中,捕集效率为92.5%以上,良好,初始压损的上升率为10%以上且小于13%,在容许范围内。认为实施例7中的初始压损的上升率稍微增大的原因是:捕集层3的平均细孔径小于4.1μm。
另一方面,比较例1~5中,初始压损的上升率高达13%以上。认为比较例1中的初始压损的上升率过大的原因是:整体Sa大于12μm,出口侧Sa大于15μm。认为比较例2中的初始压损的上升率过大的原因是:整体Sa大于12μm,出口侧Sa大于15μm,此外,整体平均膜厚大于40μm,出口侧平均膜厚大于50μm。认为比较例3~5中的初始压损的上升率过大的原因是:整体平均膜厚大于40μm,出口侧平均膜厚大于50μm。比较例6中,由于未设置捕集层3,所以,捕集效率小于87.5%,非常小。
如以上所说明,多孔质复合体1具备多孔质的基材2和多孔质的捕集层3,捕集层3形成在基材2上。基材2具有:内部被隔壁22隔成在长度方向上延伸的多个隔室23的蜂窝结构。多个隔室23中,长度方向上的一端被密封的多个第一隔室231和长度方向上的另一端被密封的多个第二隔室232交替排列。捕集层3将多个第一隔室231的内侧面被覆。表示多个第一隔室231中的捕集层3的表面的面粗糙度的算术平均高度Sa、即整体Sa为0.1μm以上且12μm以下。
据此,能够降低在第一隔室231内流动的气体与捕集层3之间的摩擦阻力。结果,能够降低多孔质复合体1的压损。另外,在第一隔室231的长度方向上的各位置,周向上的捕集层3的表面凹凸减少。据此,在该各位置,能够提高周向上的粒子状物质的捕集均匀性,因此,能够提高多孔质复合体1中的粒子状物质的捕集效率。此外,捕集层3的表面变得光滑,由此能够抑制捕集层3的表层部缺口或开裂。结果,能够提高多孔质复合体1的耐久性。
另外,多孔质复合体1中,多个第一隔室231中的捕集层3的平均膜厚、即整体平均膜厚为10μm以上且40μm以下。据此,能够抑制捕集层3变厚所导致的压损增大,并且,还能够抑制捕集层3变薄所导致的捕集效率降低。换言之,能够进一步降低多孔质复合体1的压损,并且,还能够进一步提高捕集效率。
如上所述,优选为,多个第一隔室231的长度方向上的一端侧(即、出口侧)的端部处的捕集层3的表面的算术平均高度Sa、即出口侧Sa为0.1μm以上且15μm以下。像这样,通过降低在粒子状物质的捕集初期的压力较高的出口侧的面粗糙度,能够进一步降低多孔质复合体1的压损,并且,还能够进一步提高捕集效率。
如上所述,优选为,多个第一隔室231的上述端部(即、出口侧的端部)处的捕集层3的平均膜厚、即出口侧平均膜厚为35μm以上且50μm以下。据此,能够更进一步降低多孔质复合体1的压损,并且,还能够更进一步提高捕集效率。
如上所述,优选为,多个第一隔室231中的捕集层3的平均细孔径为0.1μm以上且20μm以下。据此,能够抑制平均细孔径变小所导致的压损增大,并且,还能够抑制平均细孔径变大所导致的捕集效率降低。换言之,能够进一步降低多孔质复合体1的压损,并且,还能够进一步提高捕集效率。
如上所述,优选为,多个第一隔室231中的捕集层3的气孔率为50%以上且90%以下。据此,能够效率良好地抑制多孔质复合体1的压损增大。
如上所述,优选为,多个第一隔室231中的捕集层3的骨料的平均粒径为0.1μm以上且5μm以下。据此,能够进一步降低多孔质复合体1的压损,并且,还能够进一步提高捕集效率。
如上所述,优选为,多个第一隔室231中的捕集层3包含:碳化硅、堇青石、多铝红柱石、氧化铝、氧化硅、氧化钛、氧化锆、氧化铁、氧化铈中的至少1种。像这样,通过采用耐热性比较高的陶瓷材料来形成捕集层3,能够很好地进行包括烧成工序在内的多孔质复合体1的制造。
如上所述,优选为,捕集层3不存在于多个第二隔室232内。据此,能够防止多孔质复合体1的压损不必要地增大。
如上所述,优选为,基材2的主材料为堇青石。另外,优选为,隔壁22的平均细孔径为5μm以上且30μm以下,隔壁22的气孔率为30%以上且70%以下。据此,能够很好地实现多孔质复合体1的压损降低及捕集效率提高。
如上所述,根据多孔质复合体1,能够降低压损,并且,还能够提高捕集效率。因此,多孔质复合体1特别适合于对从汽油发动机排出的废气中的粒子状物质进行捕集的GPF。
可以对上述的多孔质复合体1进行各种变更。
可以对多孔质复合体1的结构进行各种变更。例如,可以在全部隔室23的内侧面都设置捕集层3。
多孔质复合体1的用途并不限定于上述的GPF,多孔质复合体1可以用作柴油颗粒过滤器(DPF:Diesel Particulate Filter)等其他过滤器。或者,多孔质复合体1也可以用于过滤器以外的用途。
多孔质复合体1的制造方法并不限定于图9例示的制造方法,可以进行各种变更。例如,在步骤S12中,可以对向基材2供给原料浆料的供给方法进行各种变更。另外,捕集层3的原料向基材2的供给并不限定于使用原料浆料的过滤方式,也可以利用浸渍方式、喷雾方式或干式等各种方法。此外,也可以对步骤S13中的中间体的干燥方法及干燥时间、以及步骤S14中的中间体的烧成温度及烧成时间等进行各种变更。
上述实施方式及各变形例中的构成只要不相互矛盾就可以进行适当的组合。
虽然对发明进行了详细的描述说明,但是,上述说明是示例性的而不具有限定性。因此,可以说:只要不脱离本发明的范围,则可以采用多种变形、方案。
产业上的可利用性
本发明可以用于对粒子状物质进行捕集的过滤器、例如对从汽油发动机排出的废气中的粒子状物质进行捕集的汽油颗粒过滤器。
符号说明
1 多孔质复合体
2 基材
3 捕集层
22 隔壁
23 隔室
231 第一隔室
232 第二隔室
S11~S14 步骤
- 上一篇:一种医用注射器针头装配设备
- 下一篇:除湿机