一种管口保护套及其制备方法
阅读说明:本技术 一种管口保护套及其制备方法 (Pipe orifice protective sleeve and preparation method thereof ) 是由 郁军海 刘博� 刘震飞 舒其斌 于 2021-06-24 设计创作,主要内容包括:本发明公开了一种管口保护套及其制备方法,解决了如何提供一种环保、成本低,防护效果好,缓冲能力强,防潮性能好的管口保护套及其制备方法的问题。包括由外到内依次设置的防水涂层(1)、外套层(2)、胶粘层(3)、内套层(4),所述外套层(2)为一端设有开口的空心套层,外套层(2)为纸浆模压成型的套层,所述内套层(4)为两端设有开口的套层,内套层(4)为瓦楞板套层,外套层(2)与内套层(4)通过胶粘层粘接成管口保护套的整体结构。该保护套用材环保、成本低、防潮性能好、缓冲效果优异,能够有效防止管口的腐蚀、生锈、缺口、变形以及对外界环境的损坏。(The invention discloses a pipe orifice protective sleeve and a preparation method thereof, and solves the problems of how to provide a pipe orifice protective sleeve which is environment-friendly, low in cost, good in protection effect, strong in buffering capacity and good in moisture resistance and a preparation method thereof. The paper pulp pipe orifice protective sleeve comprises a waterproof coating (1), an outer sleeve layer (2), an adhesive layer (3) and an inner sleeve layer (4) which are sequentially arranged from outside to inside, wherein the outer sleeve layer (2) is a hollow sleeve layer with an opening at one end, the outer sleeve layer (2) is a sleeve layer formed by paper pulp compression molding, the inner sleeve layer (4) is provided with an open sleeve layer at two ends, the inner sleeve layer (4) is a corrugated plate sleeve layer, and the outer sleeve layer (2) and the inner sleeve layer (4) are bonded into an integral structure of the pipe orifice protective sleeve through the adhesive layer. This protective sheath is with material environmental protection, with low costs, humidity resistance is good, the buffering effect is excellent, can effectively prevent orificial corruption, rust, breach, deformation and to external environment's damage.)
技术领域
本发明涉及防护设施技术领域,具体涉及一种管口保护套及其制备方法。
背景技术
近年来,随着制造业、工业的飞速发展,各种金属圆管被发明使用。金属圆管在运输、存储和使用时存在着一些问题,一方面,空气、水、灰尘、杂物容易从管口进入圆管内部,导致圆管腐蚀、生锈;另一方面,金属圆管管口一般壁薄而粗糙,与外界环境发生碰撞时,容易导致外界环境的损坏以及圆管自身管口的形变。
中国专利公开号CN202063376U,公开了一种管口保护套,该保护套有槽形平盖,槽形平盖有筒形外套筒,筒形外套筒的一端有环形平底,环形平底所在平面与筒形外套筒的轴线相垂直,环形平底的外环周与筒形外套筒一端的筒口相连,环形平底的内环周连有在筒形外套筒内的封堵塞。该保护套虽然牢固地封堵在管口上,保护了管口不能进入杂物,也保护了管口的螺纹不受损伤,但该保护套使用合成橡胶,不能自然降解,不够环保,同时没有考虑对管口的防潮保护。
中国专利公开号CN20506038U,公开了一种管口保护套,该保护套包括管口保护套本体,管口保护套本体包括顶帽和围边帽,围边帽设于顶帽底部边缘,围边帽内部与顶帽之间形成一个保护腔室,围边帽内壁设有与钢管相互配合的内螺纹,内螺纹至围边帽内壁底部延伸至顶部。该保护套虽然封堵效果好,但没有考虑到管口与外界碰撞导致的问题,同时保护套使用时需要拧紧螺纹,使用不够方便。
发明内容
本发明的目的在于克服现有技术中存在的缺陷,提供一种结构简单、使用方便、环保绿色、缓冲性能好、可防水的管口保护套。
为实现上述目的,本发明的技术方案是提供了一种管口保护套,包括由外到内依次设置的防水涂层、外套层、胶粘层、内套层,所述外套层为一端设有开口的空心套层,外套层为纸浆模压成型套层,所述内套层为两端设有开口的套层,内套层为瓦楞板套层,外套层与内套层通过胶粘层粘接成管口保护套的整体结构,防水涂层附着在外套层的外表面。
进一步地,所述防水涂层为GS高弹环保防水涂膜,GS是一种通用环保的防水材料,GS高弹环保防水涂膜具有良好的弹性、延伸性、耐水性,其涂膜密实,防水层完整,没有裂缝,不会出现针孔、气泡、水蒸气渗透系数小,既具有防水功能又具隔气功能。
进一步地,所述瓦楞板为C型双层瓦楞板,C型瓦楞板是瓦楞3.5~4.0mm高的瓦楞板,其薄而密,抗压强度高,具有缓冲性且价格便宜。
进一步地,所述外套层原料的组份和重量份为:废纸浆1000份、麻纤维120~150份、混合粘合剂2~4份、邻苯二甲酸二(2~乙基己)酯2~5份、发泡剂3~7份、防腐剂1~3份、防蛀剂1~2份。
所述废纸浆中纸纤维浓度为5%~8%,所述发泡剂为碳酸氢钠,所述防腐剂为CPA-209,CPA-209是一种纸浆防腐剂,可广谱、长效的杀灭多种病菌,所述防蛀剂为甲醛,所述混合粘合剂为树脂溶液与玉米淀粉以重量比5:2混合而成,混合粘合剂的发泡效果优于单一发泡剂,添加防腐剂和防蛀剂让保护套拥有更高的使用寿命。
上述管口保护套的制备方法,步骤如下:
步骤一、按外套层的组分和重量份称取废纸浆、麻纤维、发泡剂、粘合剂以及邻苯二甲酸二(2~乙基己)酯,通过搅拌,充分混合后静置,本步骤的目的在于让纸浆发泡,使最后得到的外套层有较好的柔软性和较大的压缩能力;
步骤二、在步骤一所制成的纸浆中再加入上述重量份防腐剂、防蛀剂,混合均匀,得到浆液,本步骤的目的在于使最终的外套层具有防腐和防蛀功能;
步骤三、将步骤二所制成的浆液送入成型机,将外套层模具下沉入浆液内,真空抽吸形成外套层湿坯;
步骤四、将步骤三的外套层湿坯通过热空气烘干,本步骤的目的是将湿坯中的多余水分蒸发;
步骤五、将步骤四中烘干后的湿坯通过整形机进行热压整形,脱模后得到完全定型的外套层,纸浆经过成型、干燥基本定型,但是由于其表面粗糙且在水分流失过程中发生收缩变形,因此需要对其整形;
步骤六、在内套层的外壁上涂胶水,然后将其放入外套层内腔后低温干燥,使胶水快速凝固粘连内套层与外套层;
步骤七、在外套层表面喷涂防水涂层,干燥后,得到管口保护套。
进一步地,所述步骤一中静置时间为1~3小时。
进一步地,所述步骤四中的烘干温度为150~200℃,烘干时间为0.5~1.5小时。
进一步地,所述步骤四中脱模所得的外套体的含水量为6%~10%。
与现有技术相比,本发明的优点和有益效果在于:
1、本发明的管口保护套缓冲性能好、结构简单,防水、防尘效果好,能够保护管口的磨损、缺口的同时,也防止了管口的生锈、变形,同时还保护了使用环境和运输环境,避免了管口对环境的刮花擦。
2、本发明的管口保护套内套层为双层瓦楞纸板,外套层为废纸浆模塑制成,原料易获得、制造工艺简单、成本低廉,保护套所用材料均为环保,可自然降解材料,不会对环境造成污染。
3.本发明的管口保护套,具有优异的防腐、防蛀效果,使用寿命期间不易损坏、稳定可靠。
附图说明
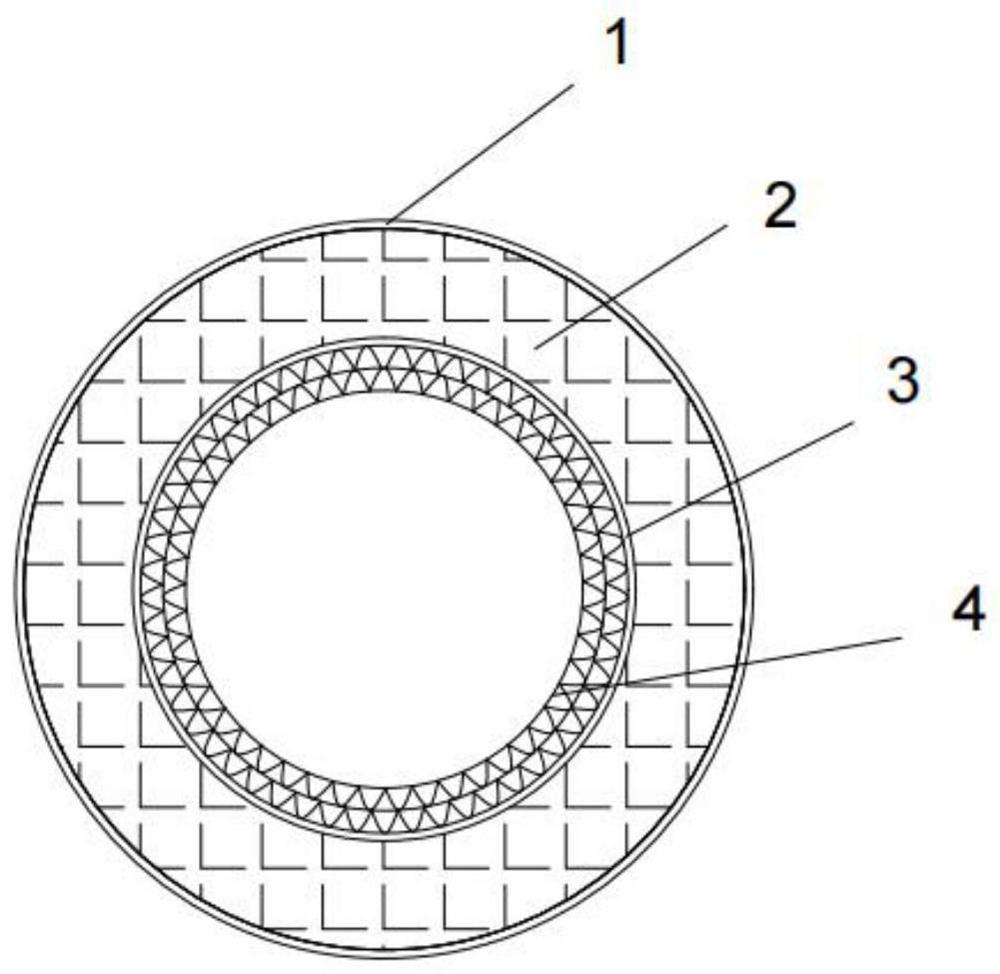
图1是本发明管口保护套管口开口一端的剖视图;
图2是本发明管口保护套的局部剖视图;
图中:1-防水涂层、2-外套层、3-胶粘层、4-内套层。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
如图1~2,一种管口保护套,包括由外到内依次设置的防水涂层1、外套层2、胶粘层3、内套层4,所述外套层2为一端设有开口的空心套层,外套层2为纸浆模压成型套层,所述内套层4为两端设有开口的套层,内套层4为瓦楞板套层,外套层2与内套层4通过胶粘层3粘接成管口保护套的整体结构,防水涂层1附着在外套层的外表面。
进一步地,所述防水涂层1为GS高弹环保防水涂膜,GS高弹环保防水涂膜具有良好的弹性、延伸性、耐水性,其涂膜密实,防水层完整,没有裂缝,不会出现针孔、气泡、水蒸气渗透系数小,既具有防水功能又具隔气功能。
进一步地,所述瓦楞板为C型双层瓦楞板,C型双层瓦楞板抗压强度高,具有良好的弹性和缓冲性能。
进一步地,所述外套层2原料的组份和重量份为:废纸浆1000份、麻纤维120~150份、混合粘合剂2~4份、邻苯二甲酸二(2~乙基己)酯2~5份、发泡剂3~7份、防腐剂1~3份、防蛀剂1~2份。
所述废纸浆中纸纤维浓度为5%~8%,所述发泡剂为碳酸氢钠,所述防腐剂为CPA-209,所述防蛀剂为甲醛。所述混合粘合剂为树脂溶液与玉米淀粉以重量比5:2混合而成。
上述管口保护套的制备方法,步骤如下:
步骤一、按外套层2的组分和重量份称取废纸浆、麻纤维、发泡剂、粘合剂以及邻苯二甲酸二(2~乙基己)酯,通过搅拌,充分混合后静置,本步骤的目的在于让纸浆发泡,使最后得到的外套层2有较好的柔软性和较大的压缩能力;
步骤二、在步骤一所制成的纸浆中再加入上述重量份防腐剂、防蛀剂,混合均匀,得到浆液,本步骤的目的在于使最终的外套层具有防腐和防蛀功能;
步骤三、将步骤二所制成的浆液送入成型机,将外套层2的模具下沉入浆液内,真空抽吸形成外套层2的湿坯;
步骤四、将步骤三的外套层2的湿坯通过热空气烘干,本步骤的目的是将湿坯中的多余水分蒸发;
步骤五、将步骤四中烘干后的湿坯通过整形机进行热压整形,脱模后得到完全定型的外套层2,纸浆经过成型、干燥基本定型,但是由于其表面粗糙且在水分流失过程中发生收缩变形,因此需要对其整形;
步骤六、在内套层4的外壁上涂胶水,然后将其放入外套层2的内腔后低温干燥,使胶水快速凝固粘连内套层4与外套层2;
步骤七、在外套层2表面喷涂防水涂层1,干燥后,得到管口保护套。
进一步地,所述步骤一中静置时间为1~3小时。
进一步地,所述步骤四中的烘干温度为150~200℃,烘干时间为0.5~1.5小时。
进一步地,所述步骤四中脱模所得的外套层2的含水量为6%~10%。
以下结合实施例进一步说明。
实施例1
管口保护套,包括由外到内依次设置的防水涂层1、外套层2、胶粘层3、内套层4;外套层2为一端开口,另一端为封闭的空心套层,其为纸浆模压成型制作而成;内套层4为两端都为开口的套层,其为瓦楞板套层;外套层2与内套层4通过胶粘层3粘接成管口保护套的整体结构,防水涂层1附着在外套层的外表面。
作为一种优选的技术方案,所述防水涂层1为GS高弹环保防水涂膜。
作为一种优选的技术方案,外套层2的原料的组份和重量份为:纸纤维浓度为8%的废纸浆1000份、麻纤维120份、混合粘合剂2份、邻苯二甲酸二(2~乙基己)酯2份、发泡剂2份、防腐剂1份、防蛀剂1份。其中发泡剂为碳酸氢钠,防腐剂为CPA-209,防蛀剂为甲醛,混合粘合剂为树脂溶液与玉米淀粉以质量分数比5:2混合而成。
上述管口保护套的制备方法:
步骤一、按外套层的组分和重量份称取废纸浆、发泡剂、粘合剂以及邻苯二甲酸二(2~乙基己)酯,使用搅拌机以2000r/min的速度搅拌0.5小时后,在室温25℃下静置1小时;
步骤二、在搅拌机中再加入上述重量份的碳酸氢钠、防腐剂、防蛀剂,以2000r/min的速度搅拌0.5小时后,得到浆液;
步骤三、将步骤二所制成的浆液送入成型机,将外套层2的模具下沉入浆液内,使用升降式成型方式真空抽吸形成外套层2的湿坯,湿坯含水率为71%;
步骤四、将步骤三的外套层2的湿坯通过150℃的热空气进行烘干0.5小时,得到含水率为10%的外套层2;
步骤五、因为外套层2的表面粗糙且在水分流失时过程中会发生收缩变形,所以需要整形。将步骤四中烘干的湿坯放入整形机,在温度为170℃、压强为10Mpa的条件下对湿坯进行热压整形,使湿坯完全定型,脱模后得到为外套层2;
步骤六、在内套层4的外壁上涂抹粘度为10000cps的树脂胶水,然后将其放入外套层2的内腔后在室温15℃的环境下干燥,使胶水快速凝固粘连内套层与外套层;
步骤七、在外套层表面喷涂环保防水涂层1,干燥10min后,得到管口保护套。
实施例2
管口保护套,包括由外到内依次设置的防水涂层1、外套层2、胶粘层3、内套层4;外套层2为一端开口,另一端为封闭的空心套层,其为纸浆模压成型制作而成;内套层4为两端都为开口的套层,其为瓦楞板套层;外套层2与内套层4通过胶粘层粘接成管口保护套的整体结构,防水涂层1附着在外套层2的外表面。
作为一种优选的技术方案,所述防水涂层1为GS高弹环保防水涂膜。
作为一种优选的技术方案,外套层2的原料的组份和重量份为:纸纤维浓度为5%的废纸浆1000份、麻纤维150份、混合粘合剂4份、邻苯二甲酸二(2~乙基己)酯5份、发泡剂7份、防腐剂3份、防蛀剂2份。其中发泡剂为碳酸氢钠,防腐剂为CPA-209,防蛀剂为甲醛,混合粘合剂为树脂溶液与玉米淀粉以质量分数比5:2混合而成。
上述管口保护套的制备方法:
步骤一、按外套层2的组分和重量份称取废纸浆、发泡剂、粘合剂以及邻苯二甲酸二(2~乙基己)酯,使用搅拌机以2000r/min的速度搅拌1小时后,在室温25℃下静置3小时;
步骤二、在搅拌机中再加入上述重量份的碳酸氢钠、防腐剂、防蛀剂,以2000r/min的速度搅拌0.5小时后,得到浆液;
步骤三、将步骤二所制成的浆液送入成型机,将外套层2的模具下沉入浆液内,使用升降式成型方式真空抽吸形成外套层湿坯,湿坯含水率为70%;
步骤四、将步骤三的外套层2的湿坯通过200℃的热空气进行烘干0.5小时得到含水率为9%的外套层2;
步骤五、因为外套层2的表面粗糙且在水分流失时过程中会发生收缩变形,所以需要整形。将步骤四中烘干的湿坯放入整形机,在温度为170℃、压强为10Mpa的条件下对湿坯进行热压整形,使湿坯完全定型,脱模后得到为外套层2;
步骤六、在内套层4的外壁上涂抹粘度为8000cps的树脂胶水,然后将其放入外套层2的内腔后在室温10℃的环境下干燥,使胶水快速凝固粘连内套层4与外套层2;
步骤七、在外套层表面喷涂环保防水涂层1,干燥10min后,得到管口保护套。
实施例3
管口保护套,包括由外到内依次设置的防水涂层1、外套层2、胶粘层3、内套层4;外套层1为一端开口,另一端为封闭的空心套层,其为纸浆模压成型制作而成;内套层4为两端都为开口的套层,其为瓦楞板套层;外套层2与内套层4通过胶粘层3粘接成管口保护套的整体结构,防水涂层1附着在外套层2的外表面。
作为一种优选的技术方案,所述防水涂层1为GS高弹环保防水涂膜。
作为一种优选的技术方案,外套层2的原料的组份和重量份为:纸纤维浓度为7%的废纸浆1000份、麻纤维130份、混合粘合剂3份、邻苯二甲酸二(2~乙基己)酯3份、发泡剂5份、防腐剂2份、防蛀剂1份。其中发泡剂为碳酸氢钠,防腐剂为CPA-209,防蛀剂为甲醛,混合粘合剂为树脂溶液与玉米淀粉以质量分数比5:2混合而成。
上述管口保护套的制备方法:
步骤一、按外套层2的组分和重量份称取废纸浆、发泡剂、粘合剂以及邻苯二甲酸二(2~乙基己)酯,使用搅拌机以2000r/min的速度搅拌1.5小时后,在室温25℃下静置1.5小时;
步骤二、在搅拌机中再加入上述重量份的碳酸氢钠、防腐剂、防蛀剂,以2000r/min的速度搅拌1小时后,得到浆液;
步骤三、将步骤二所制成的浆液送入成型机,将外套层2的模具下沉入浆液内,使用升降式成型方式真空抽吸形成外套层2的湿坯,湿坯含水率为68%;
步骤四、将步骤三的外套层2的湿坯通过175℃的热空气进行烘干1小时,得到含水率为6%的外套层2;
步骤五、因为外套层2的表面粗糙且在水分流失时过程中会发生收缩变形,所以需要整形。将步骤四中烘干的湿坯放入整形机,在温度为170℃、压强为10Mpa的条件下对湿坯进行热压整形,使湿坯完全定型,脱模后得到为外套层2;
步骤六、在内套层4的外壁上涂抹粘度为9000cps的树脂胶水,然后将其放入外套层2的内腔后在室温16℃的环境下干燥,使胶水快速凝固粘连内套层4与外套层2;
步骤七、在外套层表面喷涂环保防水涂层1,干燥10min后,得到管口保护套。
以上三种实施例所制得的外套层2的详细性能情况如下表1所示。
表1
以上所述,仅为本发明优选的实施例,但本发明的保护范围并不限于此,任何熟悉本技术领域的技术人员在本发明的公开的范围内,根据本发明的技术方案及其构思加以等同替换或改变,都属于本发明的保护范围。
- 上一篇:一种医用注射器针头装配设备
- 下一篇:转移网转移模的纸模成型装置