一种基于速差起皱的皱纹纸制造系统及其制造方法
阅读说明:本技术 一种基于速差起皱的皱纹纸制造系统及其制造方法 (Crepe paper manufacturing system based on differential creping and manufacturing method thereof ) 是由 不公告发明人 于 2021-08-04 设计创作,主要内容包括:本发明涉及一种基于速差起皱的皱纹纸制造系统,其特征在于:包括具有机架的起皱装置,所述起皱装置包括纸幅输入机构、烘缸和真空起皱辊;所述纸幅输入机构、烘缸和真空起皱辊均依次安装在机架上;所述真空起皱辊与烘缸之间相互挤压,并且真空起皱辊的转速低于烘缸的转速产生速差实现纸张起皱成型。本发明实用性强,易于推广。(The invention relates to a crepe paper manufacturing system based on differential creping, which is characterized in that: comprising a creping device having a frame, said creping device comprising a web input, a drying cylinder and a vacuum creping roll; the paper web input mechanism, the drying cylinder and the vacuum wrinkling roller are all sequentially arranged on the frame; the vacuum wrinkling roller and the drying cylinder are mutually extruded, and the rotating speed of the vacuum wrinkling roller is lower than that of the drying cylinder to generate a speed difference so as to realize wrinkling and forming of the paper. The invention has strong practicability and is easy to popularize.)
技术领域
本发明涉及造纸技术领域,尤其是涉及一种基于速差起皱的皱纹纸制造系统及其制造方法。
背景技术
一般生活用纸采用传统的轻干起皱工艺(LDC)使纸张起皱,这种工艺的步骤为:
纸浆头箱中的纸浆喷射长网造纸机等类似的造纸设备上成型为初始纸幅,的初始纸幅通过导辊转移到吸水毛毯上,并紧贴于吸水毛毯表面进行脱水;然后湿纸页通过导辊、压辊压榨后转移到热的烘缸表面进行干燥;最后通过刮刀紧贴纸幅表面并与纸幅发生强烈的碰撞使纸幅起皱,起皱可增加纸张的松厚度和柔软度。
随着,该行业内部的科技发展,对皱纹纸制备的工艺也日益优化,如专利公布号为“CN103286988A”,专利名称为“起皱装置,应用该起皱装置的起皱方法及起皱纸”公开的一种起皱方式,该方式是通过形机网使纸浆成形为湿的纸幅并对纸幅进行脱水;然后通过传送部对成形机网传过来的纸幅进一步脱水并达到初步起皱效果,该传送部包括结构织物、多个导辊、位于传送部与成形机网接触处的真空提纸箱,纸幅受成形机网与真空提纸箱处的结构织物之间的挤压,并且控制结构织物的移动速度小于成型机网的移动速度,从而使湿纸幅在成型网与结构织物的接触处产生堆叠达到起皱效果,经过这样的初步起皱后经过烘缸进行烘干,此时刮刀抵靠在烘缸表面,实现纸幅起皱。
但是该方式仍然存在几点问题,具体如下:
第一,初步起皱后,经过烘干的牵引和烘干后会出现起皱纸复原的效果,导致生产出来的皱纹纸质量不好;
第二,刮刀在与纸幅表面碰撞挤压的过程中,会导致纸幅中出现缺陷并且会引起纸幅出现断裂的现象;
第三,通过刮刀起皱的方式,是对干燥的纸幅进行起皱,这样的方式刮刀长期使用会残留很多纸屑,导致需要经常清洁刮刀或者更换刮刀,并且会产生粉尘,影响车间工作环境;
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种基于速差起皱的皱纹纸制造系统及其制造方法。
本发明的技术方案是这样实现的:一种基于速差起皱的皱纹纸制造系统,其特征在于:包括具有机架的起皱装置;
所述起皱装置包括纸幅输入机构、烘缸和真空起皱辊;所述纸幅输入机构、烘缸和真空起皱辊均依次安装在机架上;
所述真空起皱辊与烘缸之间相互挤压,并且真空起皱辊的转速低于烘缸的转速产生速差;
所述真空起皱辊包括内辊、外辊和真空抽气管,所述内辊设置在外辊(132)内部且与外辊同轴设置;所述内辊和外辊之间设置有密封空腔(134);所述外辊上设置有若干排均匀分布的抽吸孔组,抽吸孔组由若干中心位于同一直线的通孔构成;所述外辊的一段安装有真空吸管座、所述真空吸管座内设置有与密封空腔连通的真空抽气管;
所述内辊的两端设置有第一转动轴,第一转动轴远离内辊的一端安装有第二转动轴,第二转动轴直径小于第一转动轴。
优选为:还包括烘干装置;
烘干装置包括烘干箱本体、设置在烘干箱本体以及用于持续供应干燥热风的热风供应系统;
所述烘干箱本体底部开设有进风通道,顶部开设有出风通道;所述热风供应系统将热风沿着进风通道自下而上送入烘干箱本体内部;
所述烘干箱本体内部设置有运输辊组,运输辊组使湿纸幅在烘干箱本体内部连续弯折;烘干箱本体外设置有用于收卷纸张的收卷轮;所述烘干箱本体侧壁上开设有供毛毯和纸页穿过的传送通道。
优选为:所述热风供应系统包括具有进风源口和出风源口的第一气源部件和与所述第一气源部件的出风源口连通的第一传输主管;
所述第一传输主管的输出端形成一个节点,并且通过该节点连接有第一传输支管、第二传输支管以及第三传输支管,所述第一传输支管与进风通道连通。
优选为:所述烘干装置上设置有香料添加装置;
香料添加装置包括香气制备系统、香气传输系统;
所述香气制备系统包括具有内腔室的壳体、内部装填香料的储纳罐、用于将储纳罐内部的香料汽化的热介质输入系统、具有输入口和输出口的热源发生器以及用于控制热介质输入系统的流量和流速的第一控制器;
所述壳体具有用于安装储纳罐和用于容纳使储纳罐内部香料汽化的热介质;所述壳体顶部设置有供储纳罐穿出的开口,所述壳体底部设置有若干排液口,所述排液口连接有冷凝液收集网管;
所述热介质输入系统包括若干层沿纵向分布在壳体上的喷嘴层、若干并联设置的热介质输送管和具有输入端和输出端的第二气源部件;
所述喷嘴层包括若干沿壳体周向均匀分布的喷嘴,所述喷嘴的输出端连通至壳体内腔室;所述喷嘴的输入端与所述热介质输送管的输出端一一对应连通,所述第二气源部件输出端设置有第二节点且通过该第二节点连接有若干供热管道,各供热管道的输出端所述热介质输送管的输入端一一对应连通,所述第二气源部件的输入端连通至热源发生器的输出端;
所述热介质输送管或供热管道上设置有电磁截止阀,该电磁截止阀与第一控制器建立电通讯;
所述香气传输系统包括具有进气口和出气口的第三气源部件,所述第三气源部件的进气口连通至储纳罐顶部的排气口,第三气源部件的出气口上设置第三主管,所述第三主管的输出端设置有第三节点,并且通过该第三节点连接有若干第三供香管,所述第三供香管的输出端与烘干箱本体连通;
所述储纳罐顶部设置排气口,并且通过香气传输系统将香气送入烘干箱本体中;排气口上设置有用于检测气流流速的流速检测器。
优选为:所述壳体包括两个半圆柱形空腔的第一子壳体和第二子壳体,所述第一子壳体和所述第二子壳体彼此结合,且结合面处设置有耐温耐压密封,且第一子壳体和第二子壳体均具有保温腔,各保温腔分别通过第二传输支管和第三传输支管与第一气源部件连通。
优选为:所述喷嘴包括具有贯穿内腔的喷嘴本体、移动安装在喷嘴本体的贯穿内腔中的阀芯堵头、驱动阀芯堵头在喷嘴本体的贯穿内腔中移动的驱动部、以及用于限定阀芯堵头在贯穿内腔中水平移动的定位杆以及与驱动部电通讯的第二控制器;所述阀芯堵头与贯穿内腔之间具有用于排气的径向间隙,所述阀芯堵头向驱动部一侧移动时,径向间隙逐渐减小;所述第二控制器与储纳罐排气口上的流量检测器建立电通讯。
与现有技术相比较,本发明带来的有益效果为:
需要说明的传统的起皱方式是:通过成型形机网使纸浆成形为湿的纸幅并对纸幅进行脱水;然后通过传送部对成形机网传过来的纸幅进一步脱水并达到初步起皱效果,该传送部包括结构织物、多个导辊、位于传送部与成形机网接触处的真空提纸箱,纸幅受成形机网与真空提纸箱处的结构织物之间的挤压,并且控制结构织物的移动速度小于成型机网的移动速度,从而使湿纸幅在成型网与结构织物的接触处产生堆叠达到起皱效果,经过这样的初步起皱后经过烘缸进行烘干,此时刮刀抵靠在烘缸表面,实现纸幅起皱。
1、而本申请所公开的皱纹纸制备方式,与现有技术相比较,可以直接在烘缸上成型,直接将湿纸幅,在烘缸与真空吸附辊之间挤压并且产生速差,实现纸张堆叠起皱,同时起皱时,烘缸会对湿纸页进行加热,在加热、伴随挤压的过程中形成热熨、烫平的效果,使纸直接达到一步成型的效果,该方式的起皱效果较好,并且起皱后的纸页不易散开,定型效果得到极大的提高;
2、本申请所公开的皱纹纸制备方式,与现有技术相比较,由于纸巾在速差堆叠、挤压、热熨、烫平起皱的过程中已经达到定型的目的,因此不再需要通过刮刀进行起皱,省略刮刀起皱的过程,可以避免刮刀在对纸页进行刮擦形成的纸页破损的现象,赋予纸页更好的强度,提高用户使用的舒适度;
并且,不需要刮刀进行起皱后,可以减少刮刀起皱带来的灰尘、纸屑;使皱纹纸上不会产生纸屑和纸灰,提高皱纹的质量,更好的适应用户使用体验;并且可以提高车间的工作环境;另外节约工序提高效率和成本。
3、将起皱成型后的纸页运送至烘干箱内,通过高压的热风自下而上进行穿透式烘干处理;这样的方式可以有将经过烘缸的纸页进行进一步干燥处理,带走纸页上仍残留的水分,使皱纹纸页变得更加干燥、松软,并且压平的皱纹纸被热风穿透后,会出现细微的起伏,进一步提高纸页的松软、松厚程度,此外通过将纸幅在烘干箱内进行多次弯折,可以被热风多次穿透,进一步提高烘干效果。
4、其中,烘干箱的热源由热风供应系统提供,热风供应系统,通过第一气源部件通过第一输出主管和节点分散成三个供应热气的通道,每个供应热气的通道具有一个供风口,其中一个直接送入烘干箱内将纸幅进行穿透式烘干,另外两个用于为香气制备系统中的壳体提供保温用的热源,具体使用时,可以在供应热气的通道设置控制阀,并且通过外接控制器可实现控制阀工作状态的切换,从而对各个供应热气的通道就那些通或断控制,实现多位置控制供热的效果;
此外,第一气源部件给香气制备系统提供热介质后,热介质会进入壳体内部的保温腔,这样的方式具有供热系统可通过控制器精确控制,以此精确的控制保温腔内部的温度;减少内部用于对原液进行汽化的热介质的热量流失;且可以稳定瓶体的使用;
5、热介质输入系统的热源输入口设置成沿纵向分布在壳体上的喷嘴层,并且由第一控制器通过控制第二气源部进行热介质供应;这样的方式可以根据实际需要,通过第一控制器控制第二气源部件的输出量、电磁截止阀的通断、喷嘴的输出间隙以及热源输出位置,从而达到控制香气汽化速度、储存罐对热量的响应程度,实现精确送入香气的目的;
6、第三气源部件可以通过第三主管将储料罐中汽化的香气沿着个第三供香管送入烘干箱本体内部,以此实现供香的目的,使成型的纸张具有香气;
此外,香气的出气量可以通过第二控制器,具体是通过设置在储存罐瓶口的流量检测器检测香料蒸汽的流速,并且反馈给第二控制器,第二控制器根据流量检测器的检测数据控制驱动部,驱动阀芯堵头在喷嘴本体的贯穿内腔中移动,改变喷嘴的径向间隙,从而改变喷嘴的流速,以此改变内部热介质的供应量,实现空气汽化速率和汽化量,以达到根据生产需要,精确控制纸张喷香量的效果。
此外,本发明还公开了一种基于速差起皱的皱纹纸制造方法,其适用于上述的皱纹纸制造系统,其特征在于:包括纸张成型的方法,所述纸张成型的方法包括如下步骤:
A1预备湿纸幅:通过成型机将预先准备的纸浆成型为湿纸幅;
A2输送:将成型的湿纸幅运送到烘缸上进行脱水;
A3起皱:通过真空起皱辊与烘缸相互挤压,使纸幅吸附在真空起皱辊表面,真空起皱辊的转速低于烘缸的转速产生速差,湿纸幅在真空起皱辊与烘缸的挤压处堆叠并且挤压起皱;
A4烘干:起皱的纸幅被真空起皱辊吸附后,送入烘干装置中进行干燥成型,烘干同时,通过香气添加装置将香料蒸汽,在烘干箱内部或者之前喷射到纸幅上;
优选为:所述步骤S4中所述的烘干装置具体是通过热风穿透式烘干的方式对纸幅进行干燥成型,所示热风穿透式烘干方法包括如下步骤:
B1:启动第一气源部件;
B2:第一气源部件将干燥的热气引入至第一传输主管内;
B3:第一传输主管通过节点干燥的热气分别引入第一传输支管、第二传输支管以及第三传输支管中;
B4:其中,第一传输支管的内干燥的热风沿着烘干箱本体的热风输入口自下而上送入烘干箱本体内部,并且对将在烘干箱本体内部连续水平折叠的纸幅进行连续不间断的吹击。
优选为:还包括基于所述皱纹纸制造方法,并且向烘干箱内加香气的香气添加方法,所述香气添加方法包括如下步骤:
C1:启动第二气源部件;
C2:第二气源部件将热源发生器中的热源沿着第二节点,送入各供热管道中;
C3:同时,第一控制器控制自上而下的喷嘴层所对应的电磁截止阀,以固定的时间间隔为单位,依次打开,将热源自上而下依次送入壳体的内腔室,将储纳罐内部的香料液加热,实现汽化;
C4:启动第三气源部件;
C5:第三气源部件将汽化的香料蒸汽送入第三主管中;
C6:第三主管通过第三节点,香料蒸汽送入中,并且由各第三供香管将香料蒸汽吹向纸幅。
优选为:还包括基于所述皱纹纸制造方法,并且用于控制热源进入壳体内腔室的流速控制方法,所述流速控制方法包括如下步骤:
D1:打开截止阀,将热源沿着供热管道送入气嘴中,
D2:流量检测器检测香料蒸汽的流速,并且反馈给第二控制器,
D3:第二控制器根据香料蒸汽的流速,控制驱动部,驱动阀芯堵头在喷嘴本体的贯穿内腔中移动,改变喷嘴的径向间隙,从而改变喷嘴的流速,以控制纸张喷香量。
上述的一种基于速差起皱的皱纹纸制造方法,的有益效果是:
1、通过上述制备方法,直接通过纸巾在速差堆叠、挤压、热熨、烫平起皱的过程实现起皱定型,并且通过干燥的热风进行穿透式烘干,带走纸张内部水费的同时增加纸张的松软程度,将相较于传统使用刮刀进行纸张起皱加工的工艺,可以避免刮刀在对纸页进行刮擦形成的纸页破损的现象,赋予纸页更好的强度,提高用户使用的舒适度;
2、热风穿透式烘干的过程中,主要是通过第一气源部件自下而上进行进行穿透式供风,实现持续烘干,由于第一气源部件输出端的主阶段存在,热风会被分散到各个需要供应干燥热气的区域,实现区域性分散供气,具体使用时,通常用于给香气制备系统的壳体提供热量,以此达到保温的目的没避免壳体内部热量流失;
此外,纸张在热风穿透的过程中,还会通过香料添加装置制备香气并且送入热风箱体内部将纸张进行加香操作,具体的如下:
在储存罐内部添加香液,然后通过第二气源部件将热源发生器沿着第二节点送入各供热管道中,并且由供热管道,自伤而下连通至喷嘴层,通过控制器控制自上而下的喷嘴层所对应的电磁截止阀,以固定的时间间隔为单位,依次打开,以此实现香液逐层汽化的效果。
此外,流量检测器用于检测香气的流速,检测数据会反馈给第二控制器,第二控制器通过改变喷嘴的径向间隙,实现改变用于提高热量的热介质的输出量,实现精确控制香气输出量和输出速度的目的。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获
得其他的附图。
图1为本发明
具体实施方式
结构示意图;
图2为热风供应系统的结构示意图;
图3为香料制备系统的结构示意图;
图4为壳体的结构示意图;
图5为喷嘴的结构示意图。
具体实施方式
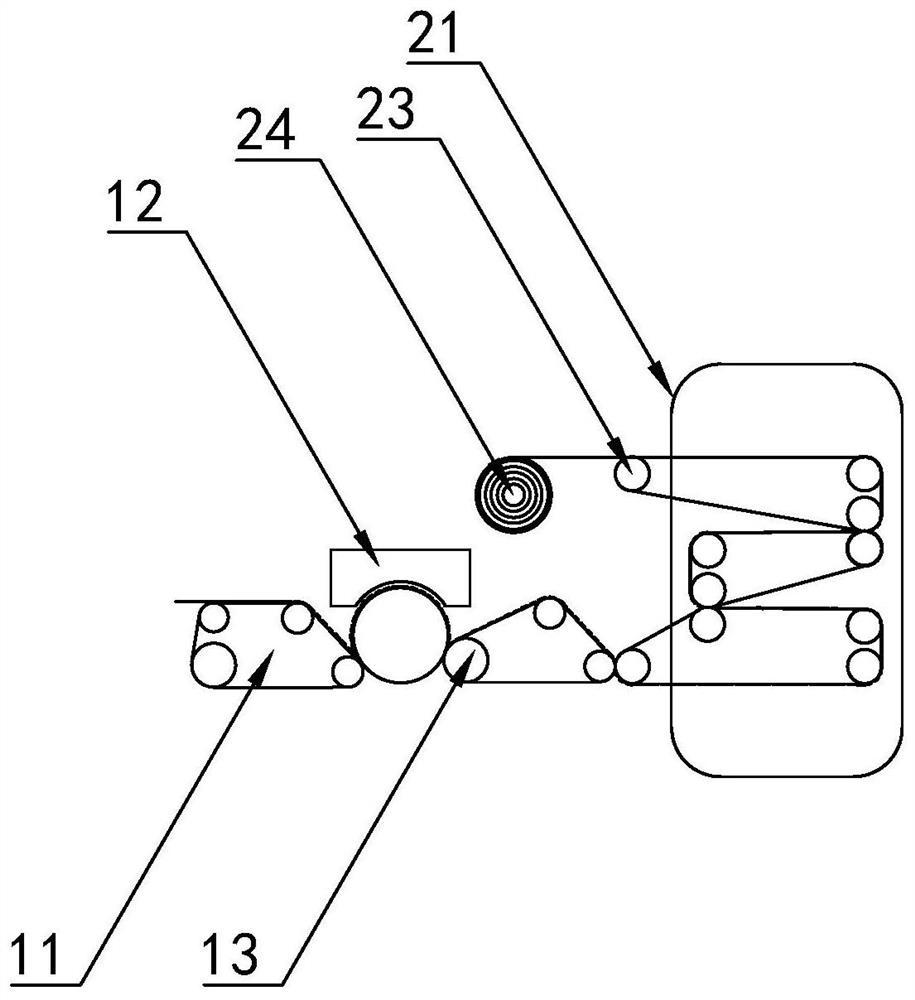
如图1-图5所示,本发明公开了一种基于速差起皱的皱纹纸制造系统,其特征在于:包括具有机架的起皱装置;
所述起皱装置包括纸幅输入机构11、烘缸12和真空起皱辊13;所述纸幅输入机构11、烘缸12和真空起皱辊13均依次安装在机架上;
所述真空起皱辊13与烘缸12之间相互挤压,并且真空起皱辊13的转速低于烘缸12的转速产生速差;
所述真空起皱辊13包括内辊131、外辊132和真空抽气管133,所述内辊131设置在外辊132内部且与外辊132同轴设置;所述内辊131和外辊132之间设置有密封空腔134;所述外辊132上设置有若干排均匀分布的抽吸孔组,抽吸孔组由若干中心位于同一直线的通孔构成;所述外辊132的一段安装有真空吸管座、所述真空吸管座内设置有与密封空腔连通的真空抽气管133;
所述内辊131的两端设置有第一转动轴1311,第一转动轴1311远离内辊131的一端安装有第二转动轴1312,第二转动轴1312直径小于第一转动轴1311。
使用时:所述真空起皱辊13与烘缸12之间相互挤压,并且真空起皱辊13的转速低于烘缸12的转速产生速差,湿纸幅在真空起皱辊13与烘缸12的接触去堆叠,并且由真空起皱辊13与烘缸12相互挤压,同时伴随烘干的高温将堆叠的纸幅热挤压熨,实现对堆叠的纸张起皱,并且定型;纸张定型后会被真空起皱辊吸附并且运输,以此实现皱纹纸张成型;
在本发明具体实施方式中,还包括烘干装置;
烘干装置包括烘干箱本体21、设置在烘干箱本体21以及用于持续供应干燥热风的热风供应系统22;
所述烘干箱本体21底部开设有进风通道,顶部开设有出风通道;所述热风供应系统22将热风沿着进风通道自下而上送入烘干箱本体21内部;
所述烘干箱本体21内部设置有运输辊组23,运输辊组23使湿纸幅在烘干箱本体21内部连续弯折;烘干箱本体21外设置有用于收卷纸张的收卷轮24;所述烘干箱本体21侧壁上开设有供毛毯和纸页穿过的传送通道。
在本发明具体实施方式中,所述热风供应系统22包括具有进风源口a1和出风源口a2的第一气源部件22a和与所述第一气源部件22a的出风源口a2连通的第一传输主管22b;
所述第一传输主管22b的输出端形成一个节点22c,并且通过该节点22c连接有第一传输支管22d、第二传输支管22e以及第三传输支管22f,所述第一传输支管22d与进风通道连通。
具体使用时,通过底部的第一气源部件送入干燥的热气,沿着烘干箱下方以一定的压力竖直向上吹击纸幅,是纸幅中的残余水分被带走,同时会将纸张吹的松软,提高纸张质量。
在本发明具体实施方式中,所述烘干装置上设置有香料添加装置3;香料添加装置3包括香气制备系统3a、香气传输系统3b;
所述香料制备系统3a包括具有内腔室的壳体31、内部装填香料的储纳罐32、用于将储纳罐32内部的香料汽化的热介质输入系统33、具有输入口和输出口的热源发生器34以及用于控制热介质输入系统33的流量和流速的第一控制器;
所述壳体31具有用于安装储纳罐32和用于容纳使储纳罐32内部香料汽化的热介质;所述壳体31顶部设置有供储纳罐32穿出的开口,所述壳体31底部设置有若干排液口,所述排液口连接有冷凝液收集网管35;
所述热介质输入系统33包括若干层沿纵向分布在壳体31上的喷嘴层331、若干并联设置的热介质输送管332和具有输入端和输出端的第二气源部件333;
所述喷嘴层331包括若干沿壳体周向均匀分布的喷嘴331a,所述喷嘴331a的输出端连通至壳体31内腔室;所述喷嘴331a的输入端与所述热介质输送管332的输出端一一对应连通,所述第二气源部件333输出端设置有第二节点33b且通过该第二节点33b连接有若干供热管道,各供热管道的输出端所述热介质输送管332的输入端一一对应连通,所述第二气源部件333的输入端连通至热源发生器34的输出端;
所述热介质输送管332设置有电磁截止阀3321,该电磁截止阀3321与第一控制器建立电通讯;
所述香气传输系统3b包括具有进气口和出气口的第三气源部件3b-1,所述第三气源部件3b-1的进气口连通至储纳罐32顶部的排气口,第三气源部件3b-1的出气口上设置第三主管3b-2,所述第三主管3b-2的输出端设置有第三节点3b-3,并且通过该第三节点3b-3连接有若干第三供香管3b-4,所述第三供香管3b-4的输出端与烘干箱本体21连通;
所述储纳罐32顶部设置排气口,并且通过香气传输系统3b将香气送入烘干箱本体21中;排气口上设置有用于检测气流流速的流速检测器4,流速检测器与第一控制器建立电通讯。
实际使用时,在储存罐中加入所需的液体香料,通过第二气源部件对将热蒸汽通过热介质输送管送入壳体的内腔室中,且送入的过程中,会根据储存罐内部的原料高度,自伤而下以此送入,热介质送入后,储罐内部的原液会因升温而汽化,同时在第三气源部件的作用下,通过各个供香管道精确的送入烘干箱内部的各个位置;
在本发明具体实施方式中,所述壳体31包括两个半圆柱形空腔的第一子壳311和第二子壳体312,所述第一子壳体311和所述第二子壳体312彼此结合,且结合面处设置有耐温耐压密封,且第一子壳体311和第二子壳体312均具有保温腔313,各保温腔313分别通过第二传输支管22e和第三传输支管22f与第一气源部件22a连通。
在本发明具体实施方式中,所述喷嘴331a包括具有贯穿内腔3310的喷嘴本体3311、移动安装在喷嘴本体3311的贯穿内腔3310中的阀芯堵头3312、驱动阀芯堵头3312在喷嘴本体3311的贯穿内腔3310中移动的驱动部3313、以及用于限定阀芯堵头3312在贯穿内腔中水平移动的定位杆3314以及与驱动部3313电通讯的第二控制器;所述阀芯堵头3312与贯穿内腔3310之间具有用于排气的径向间隙3315,所述阀芯堵头3312向驱动部3313一侧移动时,径向间隙3315组件减小;所述第二控制器与储纳罐32排气口上的流量检测器4建立电通讯。
需要说明的是:喷嘴中的驱动部常用具有能变换电流方向电磁铁组件,而阀芯堵头具有磁性,电磁铁与阀芯堵头磁极相反时,阀芯堵头向电磁铁一侧移动,电磁铁与阀芯堵头磁极相同时,阀芯堵头向远离电磁铁移动;阀芯堵头在移动过程中径向间隙减小,远离阀芯堵头径向间隙增大;
此外,流速检测器检测到的香气流速后反馈给第二控制器,第二控制器会结合反馈的信号控制驱动部,控制阀芯堵头移动,以此根据香气的流速,调节热介质的输出速度,以此控制香气输出量。
实施例2
一种基于速差起皱的皱纹纸制造方法,其适用于上述皱纹纸制造系统,其特征在于:包括纸张成型的方法,所述纸张成型的方法包括如下步骤:
A1预备湿纸幅:通过成型机将预先准备的纸浆成型为湿纸幅;
A2输送:将成型的湿纸幅运送到烘缸上进行脱水;
A3起皱:通过真空起皱辊13与烘缸12相互挤压,使纸幅吸附在真空起皱辊13表面,真空起皱辊13的转速低于烘缸12的转速产生速差,湿纸幅在真空起皱辊13与烘缸12的挤压处堆叠并且挤压起皱;
A4烘干:起皱的纸幅被真空起皱辊13吸附后,送入烘干装置中进行干燥成型,烘干同时,通过香气添加装置将香料蒸汽,在烘干箱内部或者之前喷射到纸幅上;
在本发明具体实施方式中,所述步骤S4中所述的烘干装置具体是通过热风穿透式烘干的方式对纸幅进行干燥成型,所示热风穿透式烘干方法包括如下步骤:
B1:启动第一气源部件22a;
B2:第一气源部件22a将干燥的热气引入至第一传输主管22b内;
B3:第一传输主管22b通过节点22c干燥的热气分别引入第一传输支管22d、第二传输支管22e以及第三传输支管22f中;
B4:其中,第一传输支管22f的内干燥的热风沿着烘干箱本体21的热风输入口自下而上送入烘干箱本体21内部,并且对将在烘干箱本体21内部连续水平折叠的纸幅进行连续不间断的吹击。
在本发明具体实施方式中,还包括基于所述皱纹纸制造方法,并且向烘干箱内加香气的香气添加方法,所述香气添加方法包括如下步骤:
C1:启动第二气源部件333;
C2:第二气源部件333将热源发生器34中的热源沿着第二节点33b,送入各供热管道中;
C3:同时,第一控制器控制自上而下的喷嘴层331所对应的电磁截止阀3321,以固定的时间间隔为单位,依次打开,将热源自上而下依次送入壳体31的内腔室,将储纳罐32内部的香料液加热,实现汽化;
C4:启动第三气源部件3b-1;
C5:第三气源部件3b-1将汽化的香料蒸汽送入第三主管3b-2中;
C6:第三主管3b-2通过第三节点3b-3,香料蒸汽送入3b-4中,并且由各第三供香管3b-4将香料蒸汽吹向纸幅。
在本发明具体实施方式中,还包括基于所述皱纹纸制造方法,并且用于控制热源进入壳体内腔室的流速控制方法,所述流速控制方法包括如下步骤:
D1:打开截止阀3321,将热源沿着供热管道送入气嘴中,
D2:流量检测器4检测香料蒸汽的流速,并且反馈给第二控制器,
D3:第二控制器根据香料蒸汽的流速,控制驱动部3313,驱动阀芯堵头3312在喷嘴本体3311的贯穿内腔3310中移动,改变喷嘴的径向间隙3315,从而改变喷嘴的流速,以控制纸张喷香量。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 上一篇:一种医用注射器针头装配设备
- 下一篇:一种基于速差起皱的皱纹纸制造系统及其制造方法